Teknologi kunci dalam proses permesinan Cetakan: pemantauan pahat
Teknologi kunci dalam proses permesinan Cetakan: pemantauan pahat
模具加工過程中的關鍵技術:刀具監控
■ Pusat Manufaktur Chung-Yuan Christian University / Hariyanto Gunawan
■中原大學智慧製造中心 / 魏福勝 助理教授
Kata Pengantar
前言
Dalam gelombang revolusi industri 4.0 global, industri manufaktur mesin selain mengejar peningkatan efisiensi produksi, pengurangan biaya produksi, dan stabilitas kualitas, pabrik Taiwan dalam beberapa tahun terakhir telah berusaha bertransformasi menuju produksi cerdas, otomatisasi, dan pengembangan nirawak. Untuk mencapai produksi cerdas, pemantauan produksi merupakan faktor yang penting.
在全球工業 4.0 革命的浪潮下,機械製造產業,除了 追求生產效率提升以及降低生產成本、品質穩定外, 近年來臺灣廠商紛紛尋求轉型,朝向智慧化生產,自 動化、無人化發展,為了達成智慧化生產,加工智慧監控為重要項目。
Pemantauan pahat adalah salah satu teknologi kunci dalam pemantauan permesinan cerdas. Sebagai contoh kasus proses pemotongan, pahat diperlukan dalam semua pemrosesan. Kelainan pemotongan yang paling umum adalah seperti BUE (Build-Up-Edge), patah pahat, dan keausan pahat, semuanya berhubungan dengan pahat. Penyebab kelainan pemotongan cukup banyak, misalnya pemilihan parameter pemotongan yang tidak sesuai, maka mudah terjadi build-up-edge dan patah pahat, yang mengakibatkan kerusakan pada benda kerja dan pahat. Selain itu, dengan bertambahnya waktu pemotongan selama proses pemesinan, pahat akan berangsur-angsur mengalami keausan. Apabila pahat terlambat diganti maka akan mempengaruhi kekasaran permukaan dan keakuratan produk. Sebaliknya, apabila terlalu cepat mengganti pahat maka biaya pahat akan naik dan juga mengakibatkan bertambahnya waktu pergantian pahat yang mempengaruhi produktivitas. Oleh karena itu, mendeteksi umur pahat dan kapan mengganti pahat adalah hal yang sangat penting. Selain itu, bagaimana menghindari kelainan pemotongan juga kunci bagi peningkatan produktivitas
在加工智慧監控中,刀具監控是其中一項關鍵技術。 以切削加工為例,所有加工中都必須使用到刀具, 最常發生的切削異常如刃口積屑 (Build-Up-Edge, BUE)、 斷 刀 (Cutter Breakage) 與 刀 具 磨 耗 (Tool Wear),都與刀具有關,而發生切削異常的原因有許 多種,例如當切削條件選擇不適當時,容易發生刃口 積屑、斷刀,導致工件及刀具毀損;此外,加工過程 中隨著切削次數的累積,刀具會逐漸產生磨耗,若換 刀過晚,會影響工件表面粗糙度、產品精度;若換刀 時機過早,則易造成刀具成本提升與換刀時間增加, 影響產能,因此,刀具磨耗中重要的是如何判斷出刀具臨界壽命,以便選擇正確的更換刀具時機,還有如何避免切削異常也是提升加工效益的關鍵。
Pemantauan pahat
刀具監控
Metode pemantauan kelainan pemotongan pahat diantaranya termasuk build-up-edge dan patah pahat. Tipe keausan pahat serta dampak dari setiap tipe keausan terhadap umur pahat akan didiskusikan. Selain itu definisi kelainan pemotongan dan umur pahat juga dipaparkan. Dengan memproses sinyal getaran pemotongan dan metode transien menganalisa getaran pemotongan yang banyak, menemukan karakteristik sinyal saat umur pahat tercapai. Setelah itu, mendefinisikan algoritma pemantauan pahat dan menghasilkan metode diagnosa kelainan pemotongan pahat.
刀具切削異常監控方法,其中包括刃口積屑與斷刀監 控,接著探討刀具磨耗之型態、各磨耗型態對臨界壽 命的影響、切削異常定義,以及刀具臨界壽命定義, 以振動訊號處理與暫態訊號分析法分析大量切削振動 訊號,找到刀具臨界壽命發生時的訊號特性,歸納建 立刀具監控法則,最後完成刀具切削異常診斷方法。
Build-up-edge (BUE) dan patah pahat
刃口積屑與斷刀
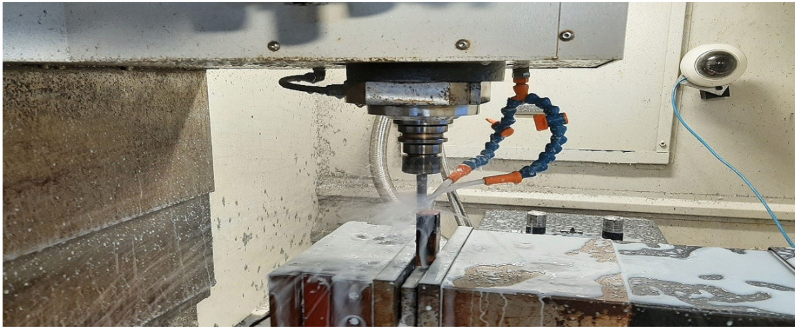
Terjadinya BUE seringkali disebabkan oleh laju pahat terlalu cepat saat pemotongan berkecepatan tinggi dan karakteristik elongasi bahan benda kerja yang tinggi (besi lunak, alumunium, tembaga, dsb.). Ketika terjadi geram (chip) yang berlanjut, gesekan antara geram dan mata pahat terlalu besar, sehingga geram akan melunak dan menempel ke mata pahat, yang mengakibatkan ujung mata pahat terbungkus dan tidak dapat melakukan proses pemotongan dengan sempurna. Gesekan antara mata pahat dan permukaan benda kerja terus meningkat sehingga geram yang terakumulasi di mata pahat terus menumpuk yang mengakibatkan resistensi pemotongan tidak seimbang dan terjadi kelainan getaran pemotongan (Gambar 1). Hal ini menyebabkan penurunan kualitas permukaan benda kerja dan menyebabkan keausan pahat serta kerusakan spindel. Patah pisau umumnya disebabkan oleh laju pahat yang terlalu cepat, benturan mesin, dan batas umur pahat yang telah tercapai. Apabila mesin tidak dapat behenti seketika dan mengganti pahat saat terjadi patah pahat, maka dampak yang dirasakan tidak hanya waktu yang terbuang, tetapi juga meningkatnya biaya akibat patah pahat.
刃口積屑即是 BUE,產生原因通常是高速切削過程中 進給速率過快,以及切削延伸性較高的工件材料(軟 鋼、鋁、黃銅等)產生連續切屑時,切屑與刀刃間的 摩擦過大,致使切屑熔著於刀刃之刀尖點,被加工材 料受到加工硬化產生之變質硬化物質,包圍刀尖後取 代刀尖進行切削之工作,持續增加刀刃口與工件表面 的摩擦力,使得刃口處的產生積屑不斷累積,切削阻抗不平衡增大因而發生切削異常振動,刃口積屑(如 圖 1)導致工件表面精度降低並且造成刀具磨耗與主 軸損壞。斷刀發生的原因,通常都是進給過快或者是 發生撞機以及刀具壽命到達極限而導致。當斷刀發生 時,若無法立即停機換刀,其最主要的影響,除會浪 費時間之外,還會因為斷刀而導致成本的增加。
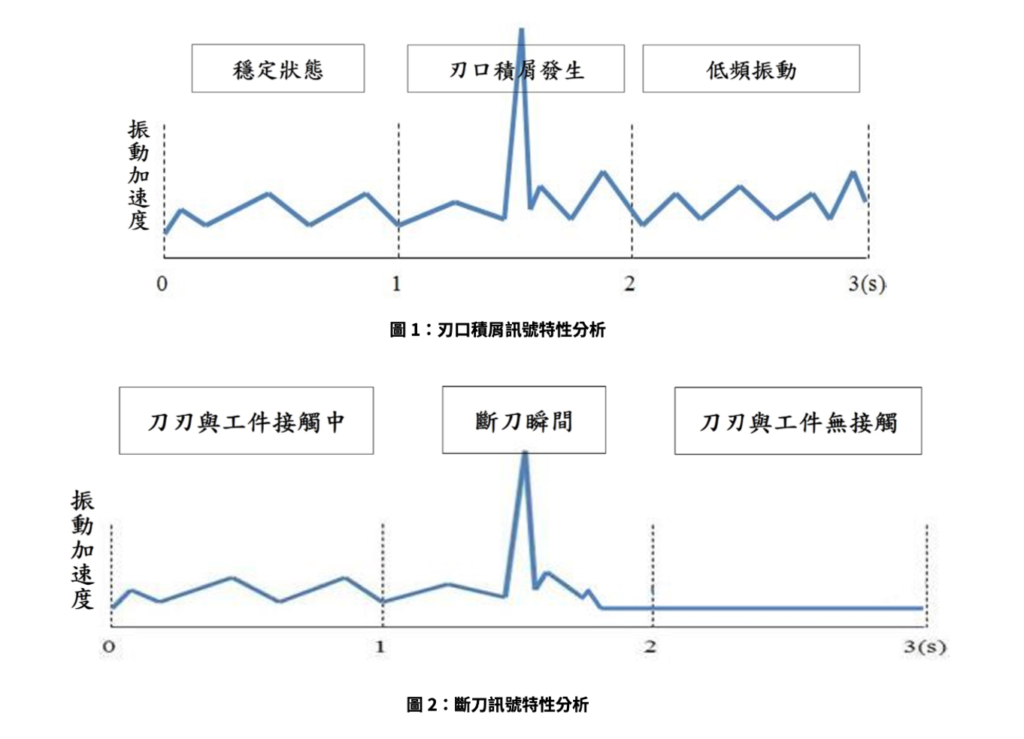
GAMBAR 2: ANALISIS KARAKTERISTIK SINYAL PATAH PAHAT
Keausan pahat
刀具臨界磨耗
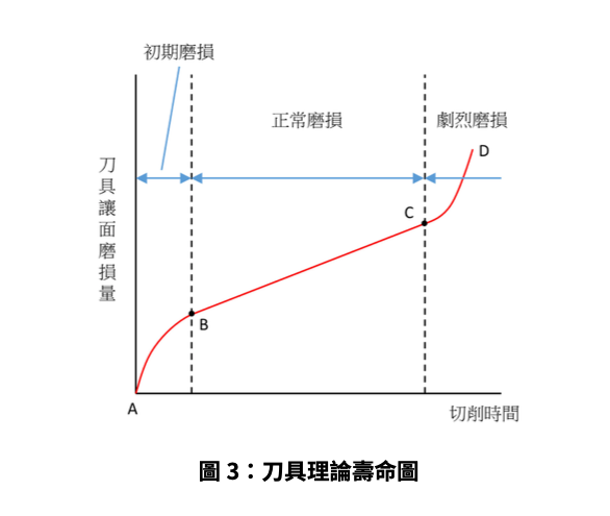
Pahat baru, aus hingga perlu mengganti pahat diperlukan waktu. Seiring dengan penggunaan pahat, keausan pahat pun akan meningkat mulai dari kenaikan keausan yang lambat, hingga kenaikan keausan yang cepat. Bedasarkan teori umur pahat, dengan naiknya kurva, maka kecepatan keausan juga meningkat (Gambar 3).
從銳利的新刀使用到磨耗後需要被更換中間的時間, 隨刀具使用次數上升,刀具磨耗沿著一趨緩的曲線上 升,直到曲線開始加速往上前,此時為刀具理論壽命, 接著曲線會開始加速上升亦即磨耗加速(如圖 3)。
Secara umum, jenis kerusakan mata pahat dapat dibagi menjadi pecah (retak dan paah) dan keausan. Kedua jenis kerusakan ini biasanya tidak berdiri secara terpisah. Selain itu juga berbeda berdasarkan kondisi pemotongan, metode pemotongan, dan jenis bahan.
一般而言,具有切削刃的刀具破壞型態可分為破裂 (崩裂與斷裂)與磨耗兩大類型,這兩大類型破壞通 常都不會單獨存在,並且隨著切削條件、切削方式與 加工材料的不同也會有所差異。
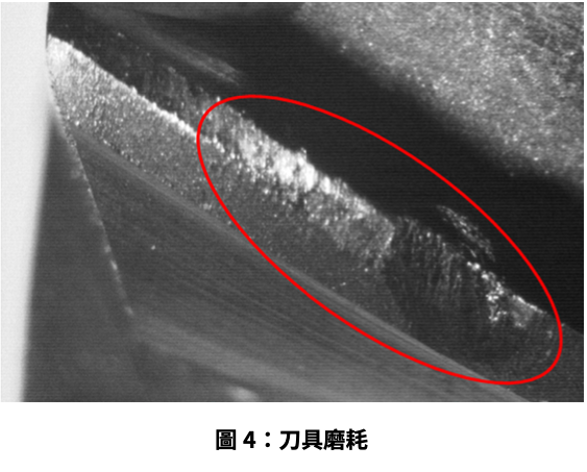
kerusakan pahat di atas umumnya terjadi sebagian permukaan pahat, perut pahat, dan mata pahat. Keausan pahat berupa tanda cekung yang melingkar, yang disebabkan oleh gesekan yang konstan antara permukaan pahat dan benda kerja yang menghasilkan temperatur tinggi dan aliran panas yang tinggi yang mengikis permukaan pahat. Hal ini akan memperparah cekungan dan semakin lama akan semakin melebar dan dalam.
上述的刀具破壞機制,通常發生的部位在於刀面、刀 腹及刀刃上,並以圓周凹陷痕跡的方式顯現其刀具的 磨耗,這是由於刀具表面與加工材料間接觸且不停的 摩擦,並產生很高的溫度,高熱流動的加工材料在刀 具表面上侵蝕出一至數道凹槽,此種交互作用的結 果,會加劇凹陷痕跡逐漸加寬加深。
Setelah keausan pahat sampai pada tingkat tertentu, kecepatan keausannya pun meningkat dengan cepat, hingga tidak dapat digunakan lagi. Kondisi ini merupakan kondisi yang mendekati masa pakai kritis. Studi ini mendefinisikan masa kritis pahat saat VB = 0,3 mm. Dari hasil verifikasi dapat diketahui bahwa setelah masa kritis terjadi, pahat harus diganti setelah beberapa pemotongan lagi. Apabila tidak diganti maka akan sangat mempengaruhi keakuratan benda kerja. Oleh karena itu, untuk memastikan keakuratan permesinan dan efisiensi penggunaan pahat, diperlukan diagnosa di saat bersamaan (real-time) untuk mengetahui masa kritis pahat dan waktu pergantian pahat yang tepat.
在刀磨耗至某一定程度後,其磨耗速度會快速增加,之後很快就會不堪使用,此可視為刀具接近臨界壽 命。研究定義達到 VB=0.3mm 時為刀具的臨界壽命。 由驗證發現,臨界壽命發生後,一般可再切削若干次 數之後就必須換刀,否則將嚴重影響工件精度。因此 為了確保加工精度及刀具使用效益,要能即時診斷找 出刀具的臨界壽命以作適時換刀處置。
實驗數據分析
Keausan pahat
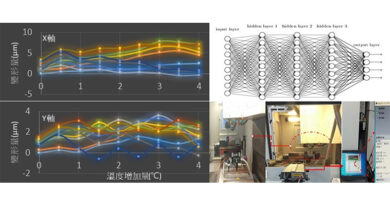
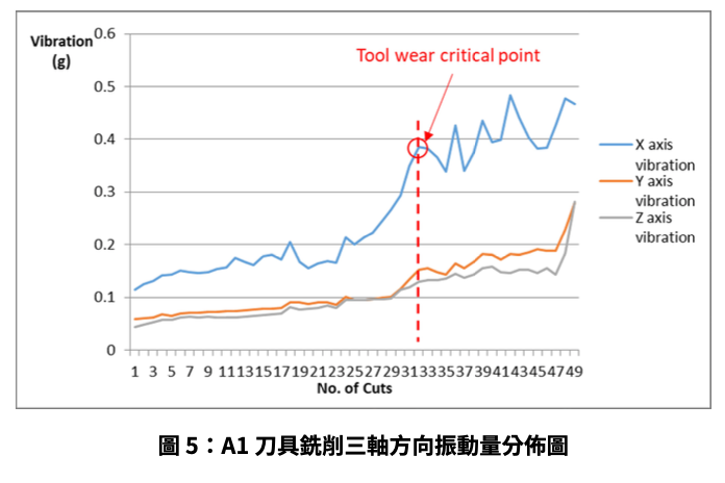
Untuk mengumpulkan dan menganalisis perubahan sinyal getaran pada proses keausan pahat, maka dirancang proses verifikasi yang akan menggunakan pahat hingga masa kritis pahat, dan berlanjut hingga pahat rusak. Terlihat di Gambar 5 bahwa saat pahat memotong ke-23, getaran sumbu X mulai meningkat secara signifikan (dari sekitar 0,16g hingga mendekati 0,4g). Apabila dibandingkan dengan kondisi keausan pahat (Gambar 4), dapat dipastikan bahwa telah terjadi keausan besar pada pahat, dan mencapai standar keausan kritis.
為能採集分析刀具磨耗過程中振動訊號的變化,因此驗證過程設計使用至刀具臨界壽命觀察點,並持續至 刀具損壞為止。由圖 5 可以得知,當刀具切削至第 23 筆時,X 軸振動開始有大幅的升高(由原本約 0.16g 升高至接近 0.4g)對照此時刀具磨耗情形(如圖 4),可確認刀具已發生大量磨耗,且達到臨界磨耗標準。
Dari eksperimen ini dapat diketahui bahwa getaran pemotongan sebelum pemotongan ke-23 relatif stabil dengan nilai kisaran 0,1g ~ 0,2g. Setelah pemotongan ke-23, nilai getaran mulai meningkat secara signifikan dan mendekati 0,38 g. Setelah pemotongan ke-32, walaupun nilai getaran berfluktuasi naik turun, namun sebagian besar tetap mendekati 0,4 g.
在此實驗裡得知,當刀具切削至 23 筆前的這段切削振動為相對穩定的狀態,振動值都落在 0.1g~0.2g 內。 第 23 筆後振動值開始大幅提升接近 0.38g,在第 32 筆後振動值雖有上下跳動,但大多保持在接近 0.4g。
Dari percobaan ini terlihat bahwa getaran pada keausan awal meningkat stabil, dan pada saat mencapai tingkat tertentu getaran meningkat secara signifikan. Pada tahap keausan (setelah pemotongan ke-32), dikarenakan pahat telah mengalami keasuan yang sangat parah, dan walaupun getaran berfluktuasi namun berada dikisaran tertentu, sehingga dapat disimpulkan bahwa mencapai umur pahat kritis.
觀察本實驗可知,磨耗初期振動為相對穩定的成長, 達到一定程度時其振動會顯著增加,磨耗後期(第 32 次後)因刀具已磨耗嚴重,振動雖有跳動但都維持一 定的程度,故可將此定為臨界壽命點。