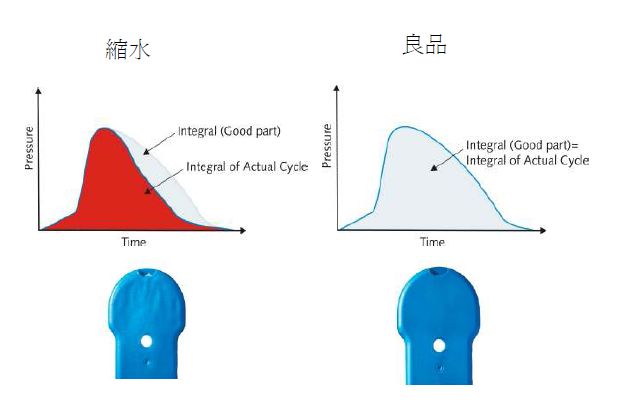
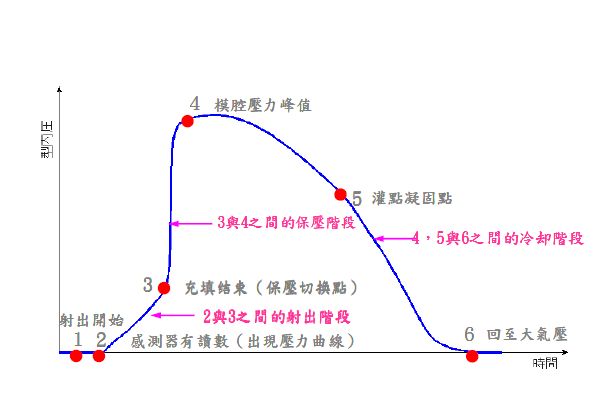
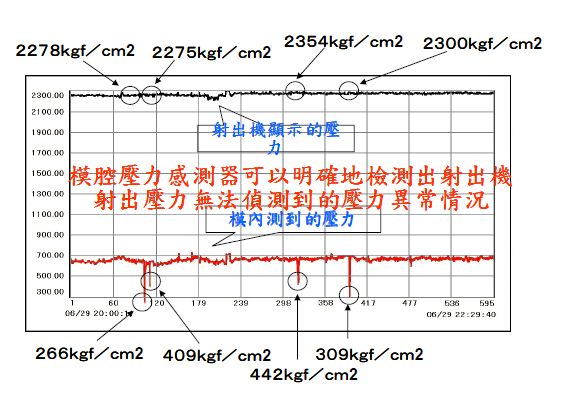
基於模腔壓力的分級控制系統,能夠高效地優化成型過程,即使出現生產過程波動,也能確保均一的填充過程。依據澆口數量和制品尺寸,確定安裝傳感器的數量,利用模腔壓力傳感器,檢測流程前端的位置,並打開相應的澆口。 為降低成型過程波動,利用模腔壓力傳感器控制特殊成型過程。體輔助注射成型技術(GAIM和WIT)中,當實際模腔壓力值達到設定值時,開始注水或通氣,同時需要考慮時間延遲。普通注射成型過程,保壓切換的方式有很多種,例如採用螺杆位置切換,注射體積切換,或者採用油壓切換。特別當制品表面結構非常複雜時,為避免不良的痕跡,保壓切換必須非常精確,此時,如果採用模腔壓力進行保壓切換,能夠確保高質量的制品。
根據參考模腔壓力曲線調節工藝參數,顯著縮短生產出合格制品所需時間。當進行生產時,成型過程是依據參考模腔壓力曲線被優化的,因此能在最短時間內,生產出合格制品。 奇石樂系統可自動識別次品,並向機械手臂等次品分離設備發出信號。自動識別次品,模具壽命顯著提高,並通過基於模腔壓力的開環或閉環控制,消除眾多成型工藝參數的波動。奇石樂系統將質量保証自動整合在生產過程中,儲存最重要的過程參數,自動生成生產和質量報告,甚至可以追溯單個零件的質量。
節約成本達成效益-
原料:
-減少原料浪費
-顯著降低試模時間和優化時間
-優化工藝提高生產穩定性
機器:
-縮短試模、優化、調試和生產過程
-減少機器使用時間
人力資源:
-縮短試模、優化及調試時間
-無需人工記錄生產制品質量
-自動監測品質和生產過程
品質保証:
-自動品質保証
客戶關係:
-無保質期成本
-無客戶投訴
-無退貨
-無客戶評級下降危險
模具:
-試模階段,
迅速發現模具問題
-降低模具損壞風險, 提高模具壽命