- 菲涅耳透鏡(Fresnel lens)模仁單點鑽石車削
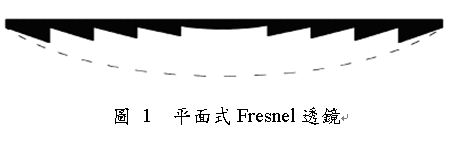
在3C、光電、消費性產品的不斷推陳出新之下,許多光學元件也有不許多不同的運用方式,環形微結構之光學鏡片早在西元1821年法國物理學家A. J. Fresnel 就發明了,其當時想法是將凸透鏡中央厚度部份除去後,依然可以依照表面曲率聚光,後人稱之為 (Fresnel lens)。而菲涅耳透鏡是一種由許多同心圓結構組合而成的平板狀透鏡,比凸透鏡的輕薄,這對一些微型化及輕量化之產品而言,是一個非常好的優勢。
早期的菲涅耳透鏡是以玻璃為材料,然而因為當時玻璃的加工技術限制,所以應用範圍小。但隨著加工技術與射出成型技術之進步,在製造及生產的困難度相對降低,因此可大量生產,且成本低廉,已廣泛的被運用於相關光電產業之產品上。
菲涅耳透鏡的表面就像排列了許多小稜鏡,每個稜鏡角度經過設計後使其可以將光源聚集在某範圍裡,表面就像鋸齒形狀的同心圓一般。其原理是將傳統的凸透鏡或是非球面透鏡的曲面切割,將其平移至同一平面上,減少厚度。效果與凸透鏡的聚光效果一致,雖然沒有凸透鏡可以聚集成像的優點,但可以將聚光的優點加以應用,也稱為非成像式透鏡。
在油價及能源的不斷飆漲之下,相關再生能源的研究也隨之增加,太陽能電池也是其中之一。台灣以矽島著稱,因此在相關的矽晶片的研究上也已有相當水準,但目前實驗用最好的太陽能矽晶片,其最好的光電轉換效率約28~35%之間,仍顯不足,在無更新或較高轉換效率的其他主體材料取代時,輔以模組化技術以增加轉換效率,勢在必行。
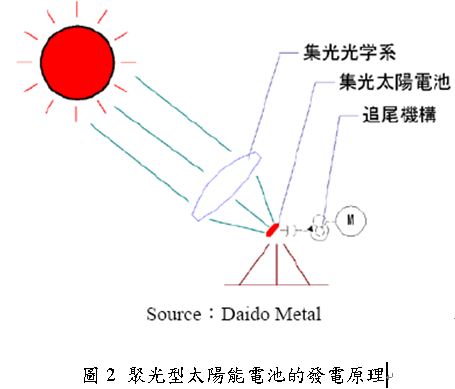
而在收集太陽能方面,可利用有聚焦效果的光學透鏡,將光線聚集在一點產生高溫熱量。一般來說,最常用則是凸透鏡。不過,未來要使史特靈引擎發電量增加,相對上在收集更多的太陽能量,而增加收集的太陽能量則會增加透鏡面積。一旦收集太陽能的透鏡面積越大,則中央凸透鏡厚度則會加大,如此一來會增加透鏡重量,變成整體發電系統與追日系統的負擔。欲達成減少透鏡重量的目的,又要保持好的聚焦效果,菲涅耳透鏡(Fresnel lens)設計是一個最有可能的聚焦裝置,目前引起許多研究者的興趣。
本研究主要是以超精密單點鑽石車削方式來探討加工參數(切削深度、進給速率、主軸轉速)對菲涅耳透鏡(Fresnel lens)模仁之表面粗糙度與微結構深度之影響。
研究動機與目的
在能源危機的趨使之下各國的節能減碳工程及計畫如火如荼的進行。其中高聚光型太陽光發電系統也是各國投入研究的一個主題之一。而高聚光型太陽光發電系統包含了發電模組(Module)、太陽追蹤器(Solar Tracker)、監控系統(Monitoring System)、電力系統(Power System)等四部份。
發電模組(Module):利用壓克力製成的Fresnel Lens,將太陽光以500x的幾何聚光比,聚集在高效率(Eff.>38%)的三五族太陽能電池上。
太陽追蹤器(Solar Tracker):為雙軸的追蹤控制系統,搭配全方位光感應器,追蹤精確度可達到0.2°。
監控系統(Monitoring System):光感應偵測器有全日照計與直射日照計,電子儀表有交流電表與直流電表,由自行開發的程式軟體負責全天候偵測,並以報表型式每日記錄。
力系統(Power System):6發電模組採用2串3並的方式連接,在直射日照850W/m2下系統效率至少可達21%以上。搭配Inverter,將發電系統直接並連至一般市電,除供應環保屋的部份用電,多餘電力亦可供應其他建築物使用。
在發電模組中運用到的壓克力Fresnel Lens,目前也是太陽光電廠商積極研究的一個主題,由於Fresnel Lens之設計、製造及成型部份都有不同之關鍵問題點。如之微結構光學設計要如何達到一個比較大之收光量及較少之光散射量、模具如何設計來減低微結構黏模問題,順利脫模、微結構模仁如何製作符合尺寸精度及鏡面效果、射出成型如何達到高的轉寫率等等。
而本研究將進行Fresnel Lens模仁之加工製程探討,藉由單點鑽石車削之加工技術,來進行此具微結構之模仁加工
實驗設備與條件
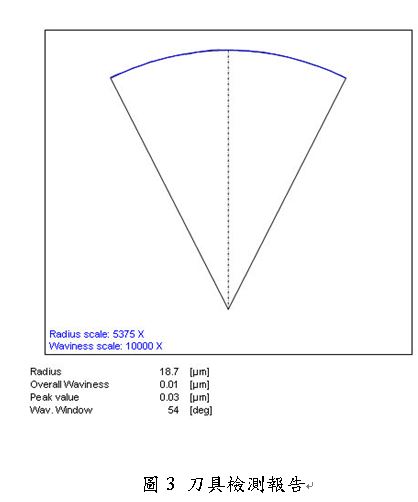
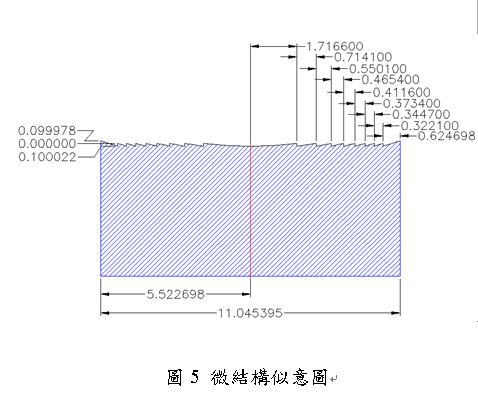
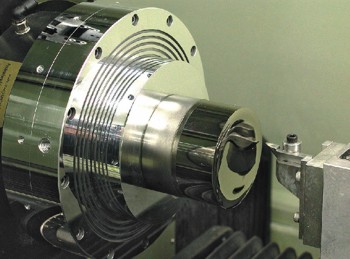
本研究使用的實驗設備主要可分為加工設備與檢測儀器兩部份:加工設備主要是使用美國AMETEK公司所生產的Freeform 700G超精密加工機,檢測儀器則使用英國Taylor Hobson Form Talysurf輪廓儀及Fogale nanotech非接觸式白光干涉儀。本研究實驗使用荷蘭Sub Micron Tooling公司所生產的天然單晶鑽石車刀,刀鼻半徑<=20μm、後斜角(Rake Angle)為0度、第一前隙角(Clearance Angle)為15度、第二前隙角(Clearance Angle)為55度、刀具切邊輪廓度(Waviness Cutting Edge)<=0.1μm、刀具切邊夾角(Windown Cutting Edge)為54度。試片使用鎳銅合金為材料,所有試片直徑皆為φ12mm。另外,本研究之微結構尺寸。
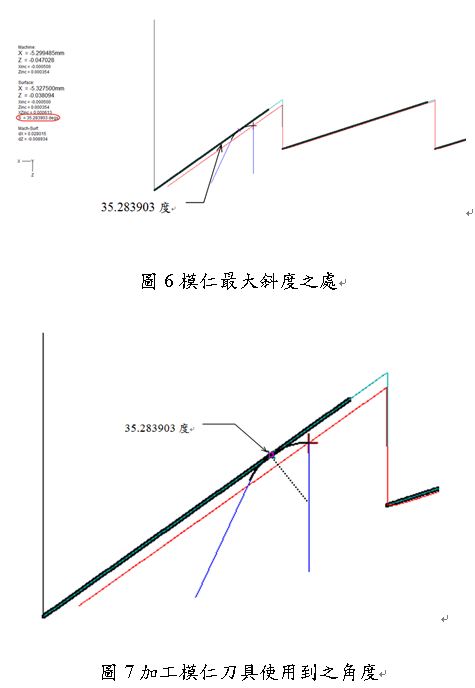
而此模仁之有效直徑為φ8mm,經過計算之後,可得知模仁最大斜度位於最外側之微結構上面,斜度為35.283903度,因此加工此模仁時,會運到的刀具角度為35.283903度。在加工此模仁時,模仁微結構斜度由中心往外側遞增,因此中心會運到較小之刀具角度,越往外側刀具角度運到的會越來越大,直至最外側的35.283903度,為了確保模仁形狀精度,刀具在0~35.283903度之間的輪廓度必須控制在0.1μm以下。
實驗方法及條件
在超精密單晶鑽石車削中,一般加工步驟是先將刀具進行調校,以找到刀具中心,避免刀具太高或太低造成之肚臍眼及刀具過切或切不夠之問題,這些調校作業往往需要一段時間,因此盡量以不換刀具來進行加工,故本實驗將以固定之刀鼻半徑≦20μm來進行相關實驗。
在環型微結構的模仁加工中,最被業界關心的重點是模仁微結構底部之R值及表面粗糙度(Roughness),由於模仁微結構底部之R值對射出產品之效果有直接影響,R值越小越接近設計值功能也會較佳,因此我們採用超越目前業界水準之小刀鼻半徑半刃刀(刀鼻半徑<=20μm)來進行此模仁加工實驗。黃色線為微結構,藍色的半刃刀及紅色的R刀,在相同的刀R及刀具夾角下,半刃刀可以加工至較深的微結構底部,而相對的R刀則必須縮小刀具R值才可以加工至與半刃刀相同之微結構深度,但較小的刀具R值,刀具壽命將是另一個問題點。
而影響微結構模仁表面粗度之加工參數很多,其中最具影響之加工參數有主軸轉速、進給速率、切削深度等,因此本實驗將以主軸轉速、進給速率、切削深度來進行加工參數與表面粗糙度(Roughness)之探討。
接著將以「全因子實驗法」分別來探討主軸轉速、進給速率、切削深度對模仁之形狀誤差及表面粗糙度之影響。由於主軸轉速太高會有偏擺誤差問題,因此選擇1500rpm及2000rpm之轉速為水準數,而進給速率愈慢理論之表面粗糙度愈佳,因此以0.5(mm/min)及3(mm/min)為進給速率水準數,切削深度愈小切削力小,相對刀具壽命較長,因此以切深0.4μm及1μm來進行實驗。為三因子二水準實驗法之因子水準配置表。
實驗結果與分析
實驗數據將由Form Talysurf Laser 635來進行量測,由於環形聚焦微結構模仁結構窄小,因此實驗將以模仁中間部份來進行表面粗糙量測比較。為避免主軸在高轉速數下之主軸問題,每次更換模仁後都必須重新調校主軸動平衡達≦0.03μm偏擺後在進行加工。
由表面粗糙度數據及曲線圖,可以看出實驗5之表面粗糙度值最小,而其條件是主軸轉速2000rpm、進給速率0.5mm/min、切削深度0.4μm,與理論表面粗糙度所計算出來之趨勢相符。
由單一變動因子可看出進給速率對整個表面粗糙度之影響最明顯,而轉速次之,切削深度對表面粗糙度沒有特別明顯之影響。
在微結構深度部分,由於本實驗為固定深度變Pitch之模仁結構,因此微結構深度一致,但由於模仁越外圈夾角越小,越內圈夾角越大,外圈大夾角小因此刀具較不易加工至底部,所以微結構深度相較與內圈淺。因具有此特點,所以將以量測外圈與內圈深度來比較,是否與理論吻合。
不同實驗條件下模仁之微結構深度比較表及圖,依數據可看出內外圈之加工深度與理論分析一致,由於內圈夾角大刀具可加工至較深,而外圈由於夾角小刀具可加工到的深度相較於內圈淺。
結果與討論
1一次一因子實驗-變動主軸轉速
在變動主軸轉速(1500rpm&2000rpm)及固定進給進率0.5mm/min及切削深度0.4μm的切削實驗中,不同的主軸轉速1500rpm及2000rpm其表面粗糙度也有所不同,而在較高轉速之下表面粗糙度相較於低轉速佳。
2一次一因子實驗-變動進給速率
在變動進給速率(0.5mm/min&3mm/min)及固定轉速2000rpm及切削深度0.4μm的切削實驗中,不同的進給速率0.5mm/min及3mm/min對表面粗糙度也有所不同,而在較低的進給速率之下表面粗糙度相較於高進給速率佳。
3一次一因子實驗-變動切削深度
在變動切削深度(0.4μm&1μm)及固定轉速2000rpm及進給速率0.5mm/min的切削實驗中,不同的切削深度0.4μm及1μm對表面粗糙度則無特別明顯差異,與理論表面粗糙度之呈顯是一致的。 而在主軸轉速及進給速率中又以進給速率對表面粗糙度影響最大,因此若欲提升表面粗糙度降低進給速率將是一個關鍵因子,但加工時程將會拉長,因此適當的提升主軸轉速將可降低加工時間,並提升表面粗糙度。
4微結構深度切削實驗
根據模仁微結構幾何狀況及刀具外形結構,可以預測出模仁加工深度。由實驗中可以清楚的預測出模仁因內外圈夾角之差異造成可加工到的深度有所不同,微結構夾角小者刀具不易加工至底部,因此加工深度相較比較淺。模仁加工深度可根據加工程式路徑預測出。