- 最新熱澆道實務與應用
一、前言
熱流道(Hot Runner)又稱無流道(Runnerless mold),是指在每次注射完畢後流道中的塑料不凝固,塑膠產品脫模時就不必將流道中的冷卻廢料脫出。由於流道中的塑膠沒有凝固,所以在下一次注射的時候流道仍然暢通。一般模具使用冷澆道系統時,因熱的塑料碰到較冷之模具時使塑料溫度降低與摩擦之損耗造成壓力下降,以致進到模穴時塑料流動性已經變差造成充填及保壓效果變差,而影響成品之形狀、外觀、尺寸精度及物理性。若在模具採用熱澆道技術,因熱澆道溫度與射出機射嘴溫度相等,可避免了塑料在澆道內的表面冷凝現象,使注射壓力損耗小。
而流道廢料重複使用會使塑膠性能降解,使用熱流道系統時沒有流道廢料,可減少原材料的損耗,從而降低產品成本。在型腔中溫度及壓力均勻,塑件應力小,密度均勻,在較小的注射壓力下,較短的成型時間內,注塑出比一般的注塑系統更好的產品。對於透明件、薄件、大型塑件或高要求塑件更能顯示其優勢,而且能用較小機型生產出較大產品。
二、熱流道模具技術之使用近況
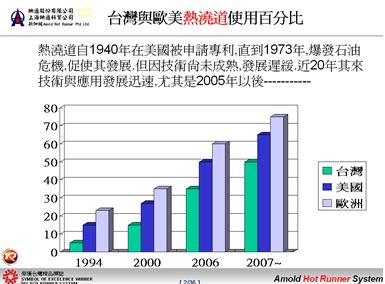
熱流道的技術在1940年在美國被申請了專利,但在起始階段人們對它的使用不熟悉使發展緩慢,直到1973年爆發了石油危機,原材料價格不斷上漲,在各種經濟因素促使了熱流道迅速發展。當時熱流道系統需求的上升,卻也帶來了負面影響。因那時熱流道技術還不完美,溫度控制的靈敏性差,加熱時沒有自動的調節控制,使熱流道噴嘴很容易被堵塞,不適應塑料的流動性能。這些原因導致使用需求下降‧而出現了熱流道的技術發展停滯階段,近20年來因有熱流道的開發資金增加使技術越趨純熟,使熱流道市場的規模加大。從總體上講歐洲與美國使用熱流道技術時間較久使用量最多,但在亞洲近年使用之幅度有快速增加趨勢。歐洲、美國雖然模具製造水準較高,但價格較高交貨期較長。相比之下,亞洲的熱流道模具製造商在價格與交貨期上更具競爭性高。
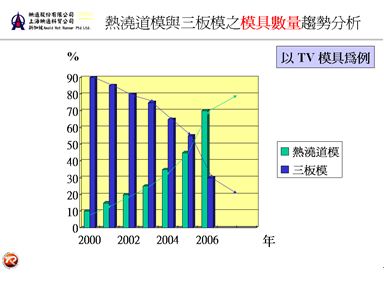
以TV模具多數使用三板模為例,在2005年時熱流道使用數量還少於冷流道,但在2006年時熱流道使用數量卻多於冷流道40%左右。同樣以TV模具熱澆道佔模具成本比例分析,在2000年時熱流道成本比例為模具成本之10%,但在2006年熱流道成本比例30%,其原因是當油價持續高漲時,塑膠原料價格亦隨之上漲,而使熱流道使用需求快速增加。
三、熱澆道與三板模使用比較
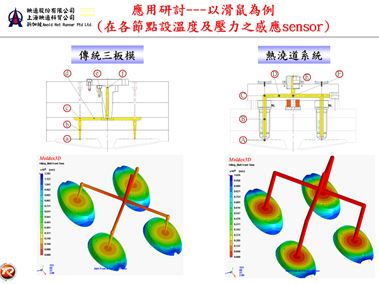
我們依據實際之電腦滑鼠底座為例分析,在熱流道模具中因沒有冷澆道,所以無廢料產生。因此如果是生產塑膠價格貴的模具時意義尤其重大。三板模生產時其開模過程中需使用流道板將冷澆道撥出,因此開模行程須比熱流道模具多此程序,另外還需等待澆道固化才可開模,而增加了澆道冷卻時間,而澆道冷卻時間又佔去總生產循環的70%以上。
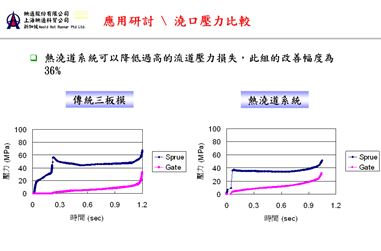
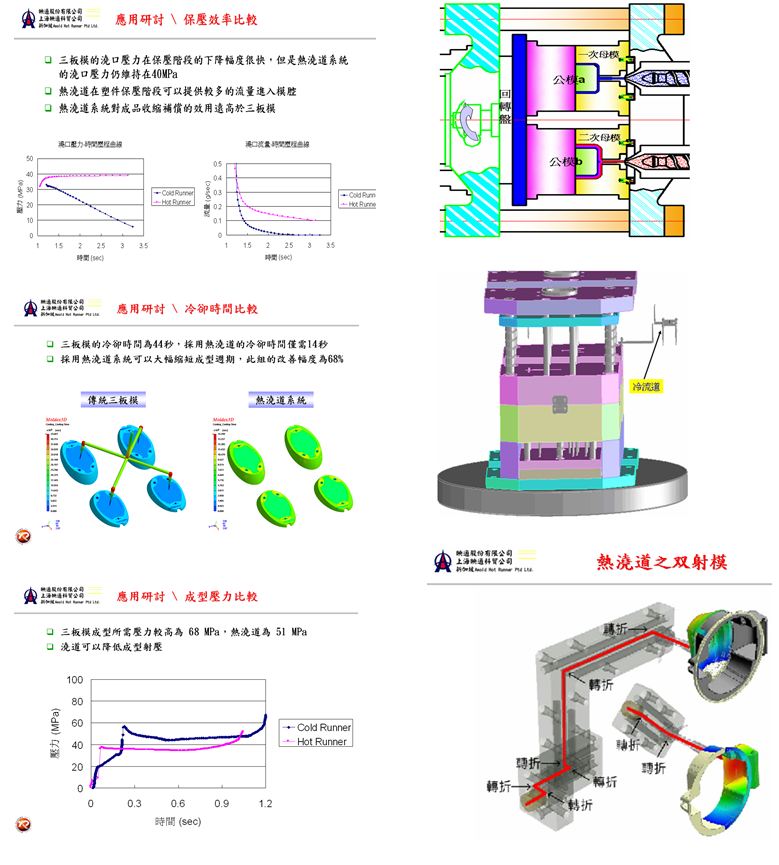
本實驗使用ABS塑料並採用Moldex模流分析,在各節點設溫度及壓力之感應sensor,可發現流道內部的溫度差異以三板模較高48度,而在熱澆道只有20度,可推斷此組熱澆道系統可以降低過高的溫度差異達58%。在冷澆道系統時,因熱的塑料碰到較冷之模具時使塑料溫度降低與摩擦之損耗造成壓力下降,使spure與gate在充填之1.2秒時間壓力下降達到30MPA,而熱澆道系統比冷澆道降低的流道壓力損失的改善幅度為36% 。在保壓過程中,三板模的澆口壓力在保壓階段的下降幅度很快,但是熱澆道系統的澆口壓力仍維持在40MPa。熱澆道在塑件保壓階段可以提供較多的流量進入模腔對成品收縮補償的效用遠高於三板模。所需之冷卻時間在三板模的為44秒,採用熱澆道的冷卻時間僅需14秒,採用熱澆道系統可以大幅縮短成型週期,此組的改善幅度為68%。三板模成型因壓力降較大,故射出壓力需提高至68 MPa,而熱澆道射壓可以降低為 51 MPa 。
四、熱澆道用在雙料射出技術
近年來,塑膠製品業者在嚴峻的經營環境下,紛紛朝向高附加價值產品及特殊雙色製品發展,運用多色注射技術可生產不同顏色的與不同塑膠材料的組合,而使產品具多樣化與多變性。雙色技術愈來愈受重視,不只需要機構設計技術,還必須與其他技術結合,因為此類模具流道複雜,傳統流道設計不易,熱澆道流道設計靈活這一優點正好克服這一難題
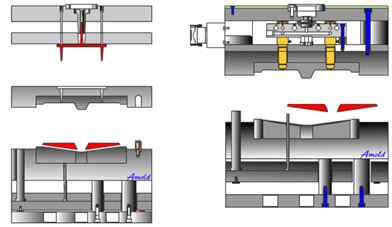
目前比較常見的雙色、雙料射出的方法,是使用型芯旋轉式雙色注射模,這種模具通過兩隻型芯的旋轉交換位置,在射出機具有兩種單獨的塑化單元和頂出裝置,而有一個共用的鎖模裝置,須有公母模各二,其中公模a與b形狀大小完全相同,而型腔b比型腔a為大形狀不同,首次射出在模具a中成型,經過充填保壓、冷卻定型,完成後開模,半成品留在模上,料頭自動脫落,再利用機台可動側回轉盤裝置,將模具a與b之可動側繞中心線作180度旋轉,進行第二階段射出,完成第二種塑膠的注射成型,然後完成脫模。
因第一射成型件在成型後,需開模取出第一射之流道廢料並使公模旋轉180°後不影響與第二模穴之配合,因此在第一射成型之母模如果使用一般冷澆道設計時,大多使用三板模設計加機械手取出流道廢料,但因此而增加模具機構之複雜度,且影響開模之行程時間。另由於各澆口的流動路徑不等長,因此各澆口域區的壓力分布有較大的差異。如在第一射母模改用熱流道,則可避免此困擾,因使流道設計變的更有彈性。在第二射母模也改用熱流道時,除可使充填優化外並讓澆口域區壓力分布均勻,使成型品失翹曲量減少,並縮短製程時間。
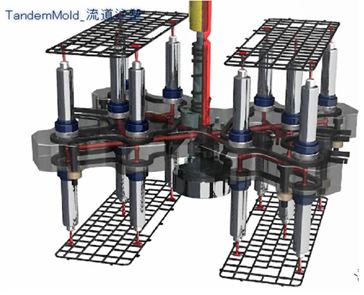
五、熱澆道用在Tandem Mould技術
Tandem Mould(串列式模具)與StackMolud 疊層模類似,是將兩副相同或相似產品的模具拼合在一起,並有雙合模面的設計,在一台注塑機上同時生產。利用A模具內製品的冷卻時間來對B模具內製品的注塑成型,且當A模具內製品冷卻完成而B模具還在等待冷卻時,利用特殊扣件將B模具閉鎖,而將A模具開模時取出成形品,如此交替迴圈,此方式適合壁厚,生產週期長之產品,能提高設備的使用效率。
使用Tandem Mould需適度修改射出機之動作流程,機械不需做任何改變,但流道系統卻變的較為複雜,需使用熱澆道系統之閥澆口設計。才可使不同層之澆口在特定時間點,作開啟或關閉動作,能配合各層模具注塑或開模。
六、結論
與冷流道模具相比熱流道模具具有許多無可比擬的優點,但也不能忽視熱流道模具的缺點,概括起來,一般的熱流道模具在使用過程中存在以下缺點:結構及檢修複雜、模具費用高、有局部過熱的問題,須有好的絕熱措施以避免熱量散失等問題。雖然有上述缺點,但是熱流道技術之應用可節省塑料縮短製件成型週期,且因塑膠之溫度在流道系統內得到準確控制,而從而可以得到高品質的零件減少廢品率。且無需修剪澆口及回收加工澆道凝料等工序,有利於生產自動化,大幅度提高生產效率。並隨著熱流道技術的完善發展,擴大射出成型工藝應用範圍,還是可享受到熱流道所帶來大量的好處。