產品說明:
產品為手機專用之光學鏡頭,幾何尺寸為直徑6mm高度2mm,厚度因非球面曲率漸變因素,外圓0.8mm漸縮至中心0.5mm均勻分佈,圖一為產品幾何。
澆口設計:
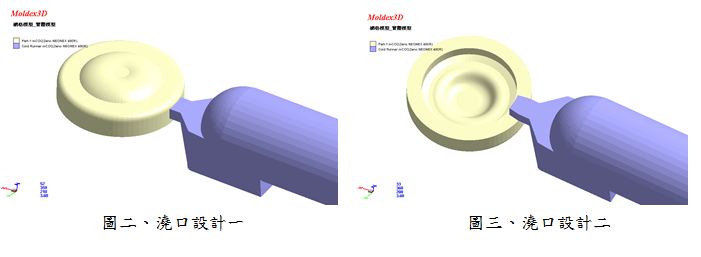
採一模二穴,設計一採側邊單點平板直接進澆,設計二採底部搭接二種進澆方式進行模擬分析,詳細進澆位置及型式如圖二,三表示。
案例解析:
一般以塑膠射出成型而成的光學鏡片,光線需要能清楚穿透或傳送、形成清晰明顯之影像,並要具有再現性與穩定性等特性的要求,一般來說希望具有的特性如下:
•高度的透明性(高透光率)
•範圍較大的折射率
•低的色散特性
•小的雙折射率
•易成形性、高的耐熱性、低吸水性
而上述之各種需求與材料本身的特性有著密不可分的關係。除了材料本身的特性之外,成型參數的調整、產品及模具的設計這些都會影響到光學元件的整體品質,在上列的因素外,剪切應力的產生也是相當重要的一環,塑料在不同的成型參數及產品設計下,會產生不同大小及位置的剪切應力。
本案例以側邊單點平板直接進澆、底部平板搭接進澆兩種設計進行探討,針對產品之流動行為、體積收縮率、剪切應力、翹曲變形等等常見問題,找出對於非球面(凹透鏡)光學元件較佳設計。
分析
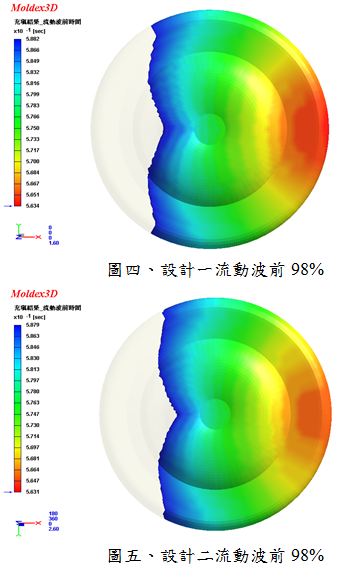
A、流動行為: 圖四為澆口設計一流動波前98%之分佈,圖五為澆口設計二流動波前98%之分佈,經由二者的流動波前比較可得知經由改變進澆口位置對於產品的流動行為並無明顯之差異,不會因更換進澆位置,而在有效鏡面區產生無法預期之縫合線或包封情形,由上述之結果可確認,更換進澆口之位置,對於塑膠流動較無影響。
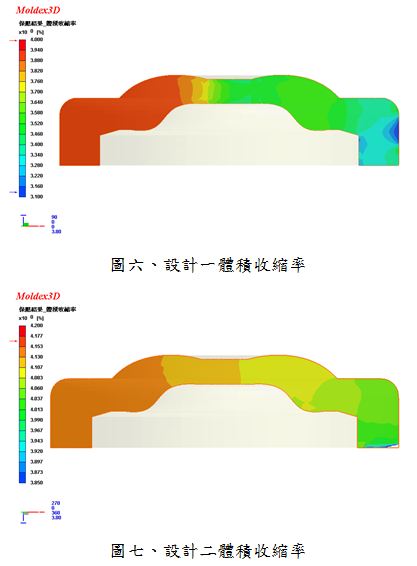
B、體積收縮率: 經由分析結果判讀可得知,二種設計在進澆位置所產生之體積收縮率,約分佈在3%~4.2%之間,此数值符合該成型材料之常見體積收縮率,但比對二組設計在體積收縮上的情況,發現澆口設計一在整體收縮行為較為不均勻,相對於進澆口處與流動末端會有較大的收縮行為;澆口設計二整體的量值雖然較大,但整體收縮狀況與分佈較為均勻。此二組分析的體積收縮率分佈情形,如圖六與圖七所示。
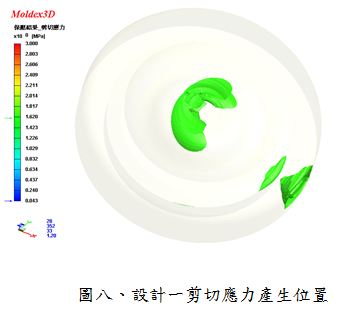
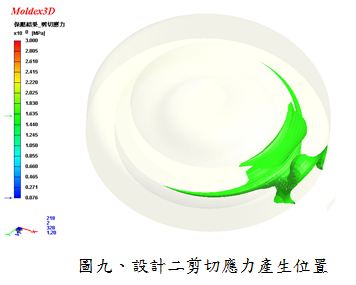
C、剪切應力: 圖八、九為二組設計的剪切應力分佈,該圖以3D立體的等位面手法表示,由圖片中看到綠色區域為剪切應力達1.6MPa以上之區域,由於殘留剪切應力容易對於光學元件品質產生影響,所以一般設計時,均會希望較高的剪切應力區域能夠避開光學元件的有效鏡面區域,如圖七所示:第一組設計有較高之剪切應力,分佈範圍在有效鏡面的區域內;圖八為第二組設計,高剪切應力殘留的位置,已避開有效鏡面區域。 因此由殘留應力的分析結果判讀,以產品的光學品質與特性而言,設計二明顯較優於設計一。
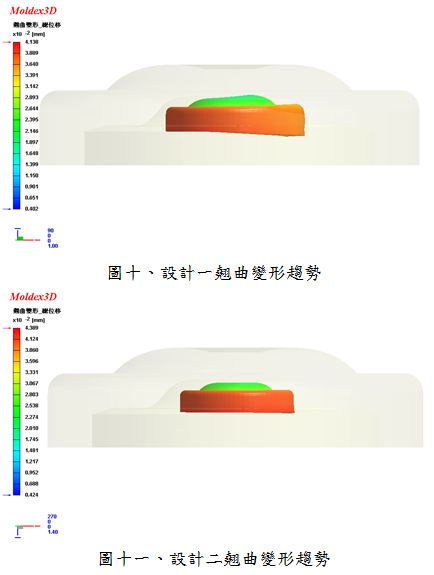
D、翹曲變形: 經由圖十(設計一)、圖十一(設計二)可判讀出設計一及設計二在於翹曲變形的差異,因翹曲的量值相當小,所以以放大50倍的倍率來觀察變形的行為,設計一的整體翹曲行為,受到保壓壓力的不平均影響,造成整體翹曲的歪斜,產品的光學性質明顯不佳。 對於光學鏡片要求的功能性上會衍生出相當多的問題,而設計二的部份因保壓壓力較均勻,整體翹曲的趨勢及行為會呈現較平緩且無歪斜之狀況,對於光學性質的功能需求會較優於設計一的翹曲情形。
塑膠光學鏡頭的光學性質,關係到產品成敗重要的一個環節,然這個環節是由許多的關鍵參數及設計相互影響的。本次分析針對不同進澆位置上,所產生出的各種現象來解析,在於不同的進澆設計下,產品在模流分析與光學性質比較所呈現的各種情形,經由各項分析結果的研判,可得知底部搭接進澆的方式,明顯優於側邊直接進澆的設計。
|