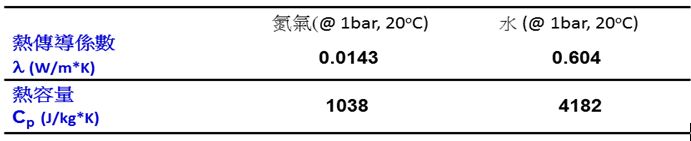
液體輔助射出成型在70年代被提出並且開始研究(1973年,Yasuike,日本 ),液體輔射出成型 (WAIM) 為一特殊製程,和氣體輔助成型 (GAIM) 的概念相同,主差異在於水體輔射出成型的介質為水而非氣體。液體輔射出成型和氣體輔助成型都具備提供機械強度和尺寸穩定性的優勢,可兼顧品質和節省原料。而水為低成本的保壓材料,具備高比熱和高導熱性質如圖1所示與不可壓縮性,賦予液體輔射出成型製程周期短的優勢與可應用於複雜管形件,協助業者達到品質控管和節能省料標準。
| 優點 |
缺點 |
a.更均勻的皮層分布
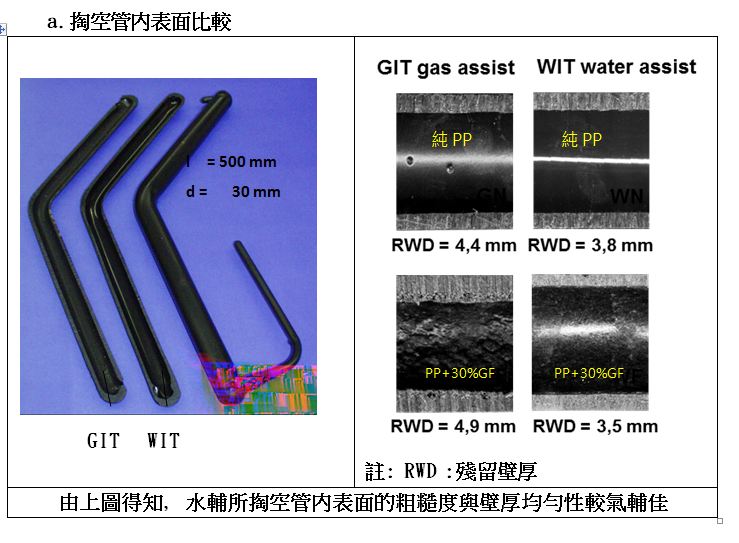
b.較平滑的內表面品質
c.水的使用成本較低
d.非對稱的滲透會較穩定
e.可製作幾核形狀複雜的管型件
f.可提供低壓射出 |
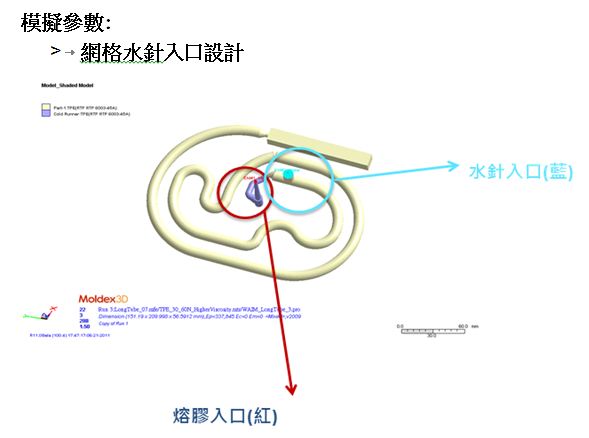
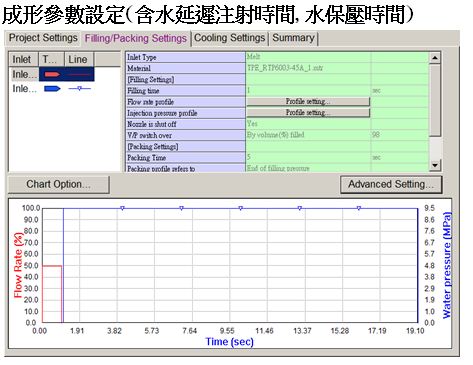
成形參數條件設定:
除傳統條件外,與氣輔一樣尚需設定水注入的延遲時間與水保壓時間
模具設計:
因需設計排水方式相對複雜
製程方面: 需要外加設備作為液體注入與去除回收規劃 |


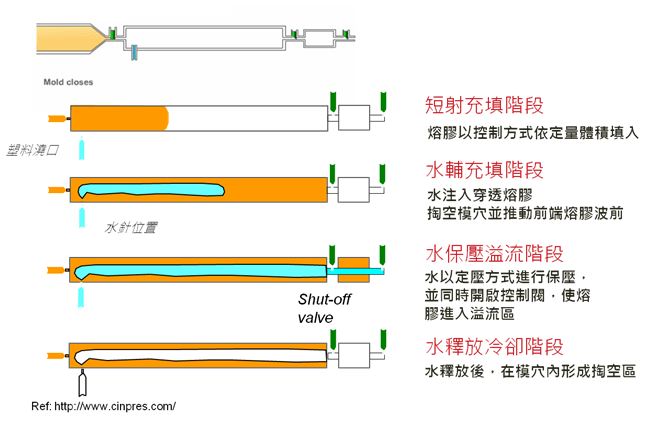
原理說明:
設備 目前商用設備多以國外品牌為主, 如Battenfeld, Cinpress


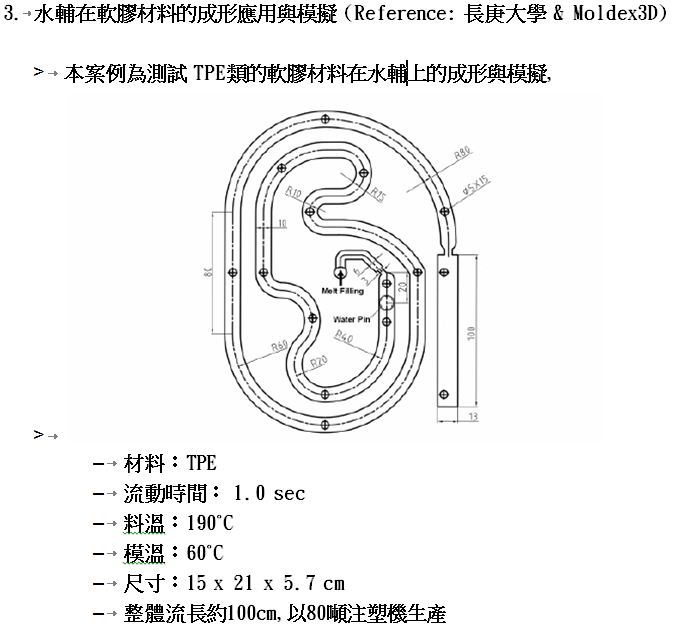
■應用案例:
1. 複雜管型件 (Source: Battenfeld )
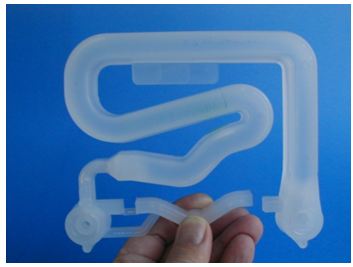 |
成型方式
1. 塑料採短射法充填,利用水完成整體模穴充填並利用水壓保壓。
2.在塑料充填完成後切換成水輔助充填剩餘未充填的體積並將多餘塑料推往溢流區 |
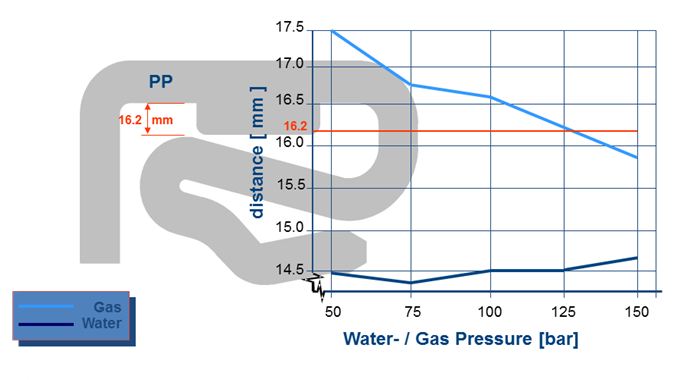
結果討論: 氣輔 V.S.水輔璧厚掏空率比較:
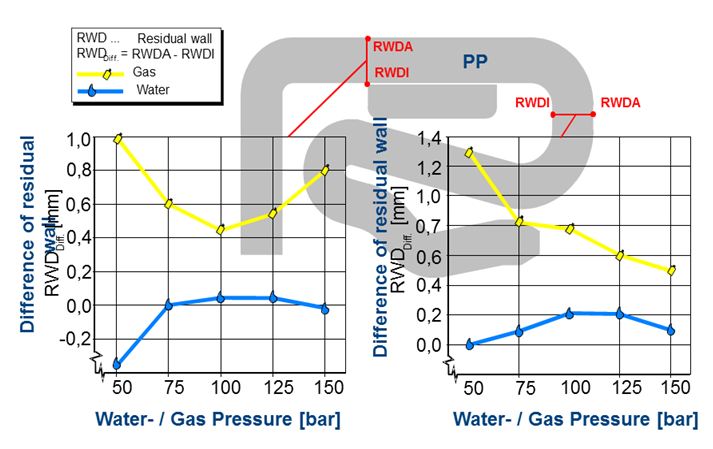
由圖上可以了解,在不同截面積中,隨著輔助流體壓力加大,水輔的截面掏空率在一般形狀與轉彎處,其掏空偏心的差異性,較氣輔來的穩定亦即可以維持管徑尺寸的穩定度
氣輔 V.S.水輔體積收縮率比較
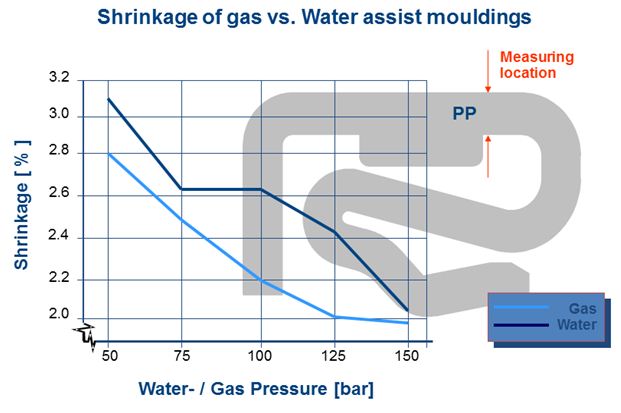
以本案例來看由於水具有冷卻產品的功能,所以體積收縮率並不會完全隨著壓力升高呈線性降低。
氣輔 V.S.水輔翹曲比較
以本案例來看隨著水壓或氣壓加大,水輔成形的變形穩定度較氣輔成形好
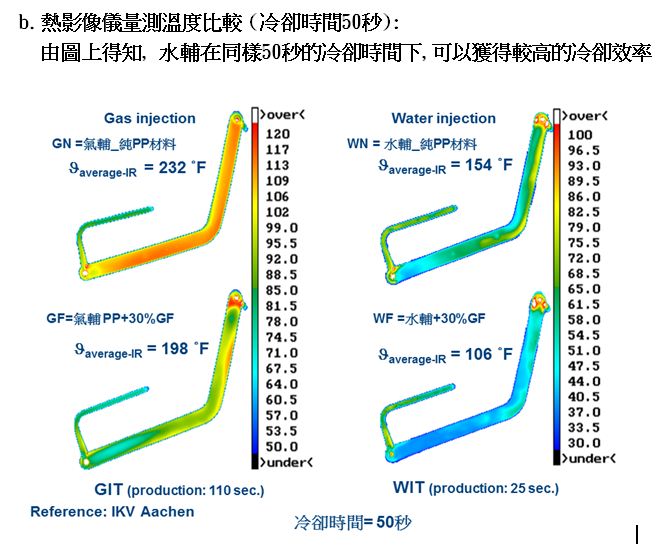
2. 長形複合材料管型件溫度與管內表面比較 (Reference: IKV Aachen)
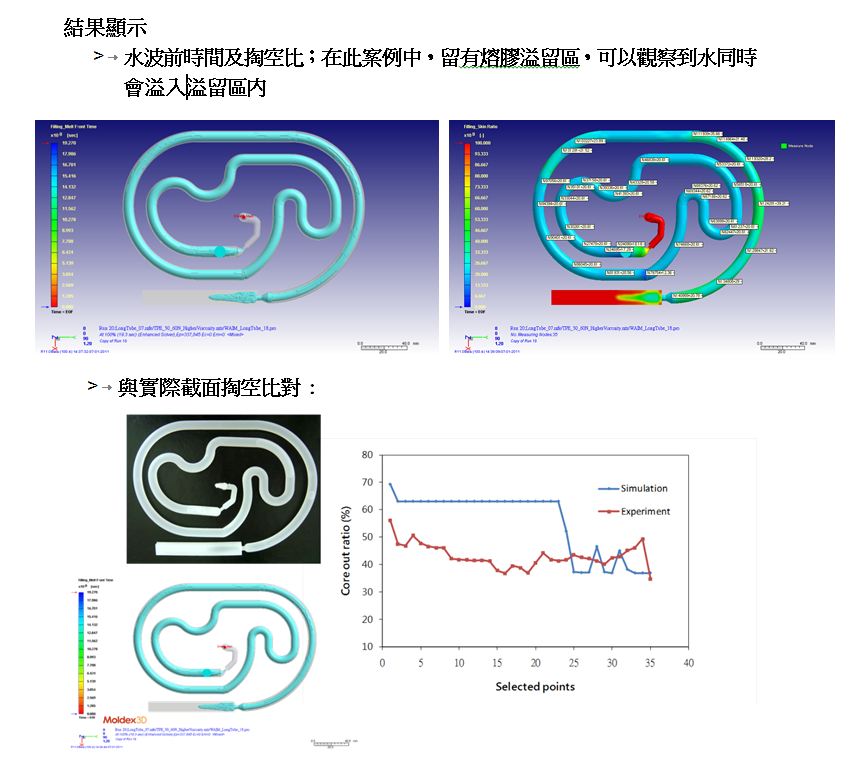
■結論
1. 實驗與模擬比對結果掏空誤差約在10%~15%,證明模擬可有效協助液體輔助射出成形的分析與預測並進而優化
2. 液體輔助射出成形技術可有效運用於軟膠類管件的生產並可用小噸數的機台成型管長1公尺以上直徑約10mm的部件,降低成形機成本