一、前言:
從射出成形初期開始,材料與產品已產生快速的進化和擴張,但是螺杆的基本設計,卻從1950年代都沒有變化。目前在生產現場面臨的多樣問題,或許來自這個奇特的狀況? 即螺桿的塑化問題,這項單純的疑問,就是研究開發SPIRAL LOGIC的契機。實驗中使用裝置藍寶石的特殊料管--Sapphire Barrel如圖所示,重複觀察解析料管內所發生的現象。

二、工作原理
SPIRAL LOGIC的結構:
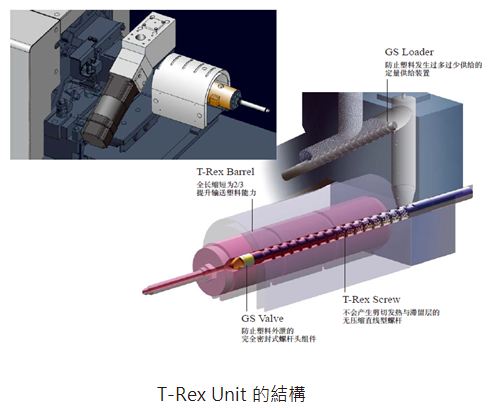
• 4項技術單元構築完美的裝置系統--T-Rex Unit
硬體方面,以不發生滯留碳化的T-Rex Screw、防止流動逆流的GS Valve、熱履歷短的T-Rex Barrel以及塑膠定量供給的GS Loader構成無剪切塑化系統T-Rex Unit,軟體方面開發監視控制T-Rex Unit的專用程式,這些裝備構成了SPIRAL LOGIC。
• 構築新融解理論與開發塑化系統
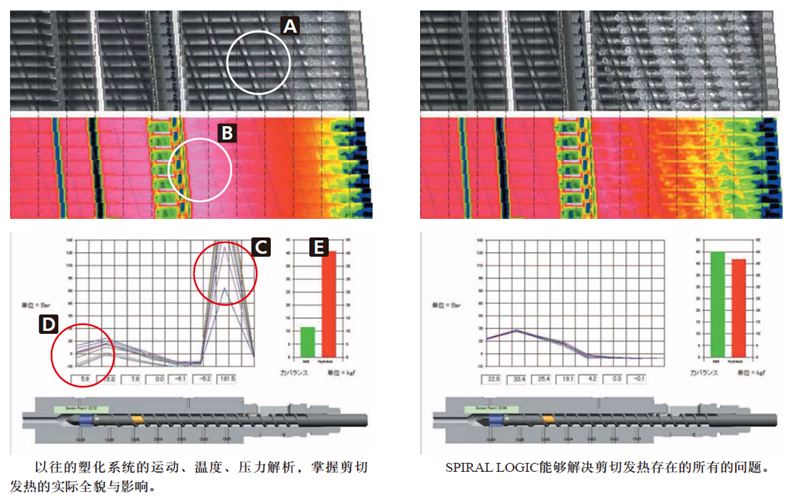
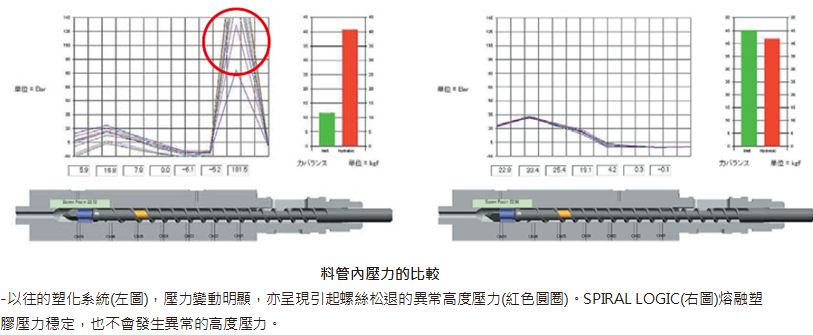
如圖所示的左邊為以往塑化系統的解析。塑膠顆粒從料斗進入後就立刻開始熔融(A)。使用紅外線偵測,發現剪切的過剩發熱(B)。壓力方面,下料口附近呈現極高的壓力(C)。對前方流動滯澀部位強制推擠顆粒,因而發生的壓力,就是同軸式塑化結構特有現象的螺絲松退之原因。橫條圖(E)表示,熔融塑膠壓力(綠色)比螺杆退後力(紅色)還低的異常關係。螺杆不是因為塑膠的壓力退後,卻是因為螺杆回轉馬達的轉力退後。線形圖的左方(D)為熔融塑膠的壓力,每模的波形呈現大幅變動。螺絲鬆退導致熔融塑膠的減壓,結果導致壓力變動。
綜合以上解析結果,剪切發熱就是塑膠融解上的不穩定因素,使用剪切的塑化系統本身含有許多引起問題的原因。我們研究這項解析結果,構築以無壓縮直線型螺杆為主要技術的無剪切塑化理論,開發能夠實踐這項理論的裝置。
三、主要特點
SPIRAL LOGIC能夠實現的,並非改善,而是杜絕不良:
1. 改善黑點(燒焦)形成
根據粘性流體的輸送理論---庫埃特流動(Couette flow),螺紋之間的空間內2種熔融塑膠力量合成後,塑膠在料管內壁側會前進,在螺杆表面側會退後。但塑膠流動進入螺杆壓縮段,在螺杆表面側退後的逆流成份,因為傾斜部位擴大空間失去動力,停止流動(【圖表3】)。總之,以往的螺杆,在傾斜的壓縮段表面塑膠不流動,形成滯留層。此塑膠由層此塑膠由於脫水分解碳化,剝離混入成形品裡,即形成黑點。
SPIRAL LOGIC採用無壓縮段的直線型螺杆,螺杆全體表面都有退後的逆流成份,不會形成滯留層。
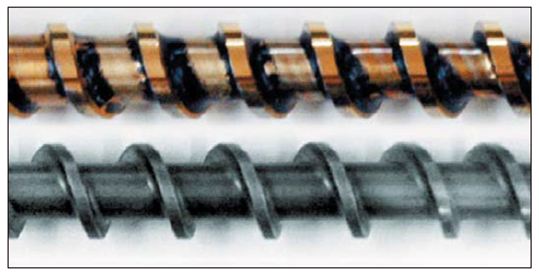
以往的鍍膜螺杆(上)與SPIRAL LOGIC的T-Rex螺杆在同一使用條件下的比較。不產生滯留層的T-Rex螺杆,塑膠不會碳化,所以不會導致黑點。.
2. 突發性短射
突發性短射是使用LCP及尼龍等低粘度塑膠時,頻繁發生的不良現象。同軸(In-line)式螺杆最嚴重的問題為螺絲鬆退現象,會引起此不良狀況。以往的塑化系統,從螺杆壓縮段開始滯澀流動,此現象和未熔融的顆粒,在下料口附近互相推擠。此時,顆粒強力付著于料管內壁,產生類似螺帽的效果,因此螺杆像螺絲一樣回轉退後。這就是螺絲鬆退。
螺絲鬆退狀況下,熔融塑膠壓力會減低,呈現變動。SPIRAL LOGIC不會產生螺絲鬆退,螺杆僅受到熔融塑膠的壓力才會退後,所以突發性短射無法發生
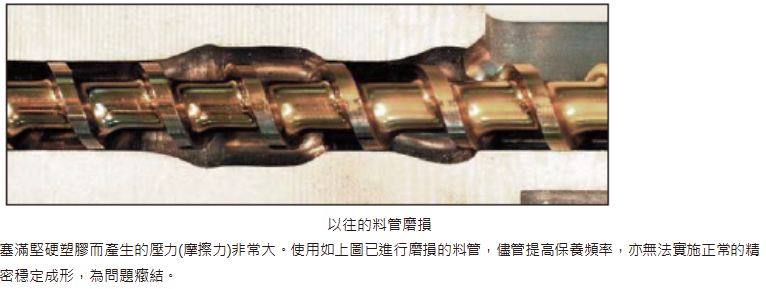
3. 料管的磨損
以往的自由落下供給方式,塑膠顆粒堵塞在下料口,附近,產生非常大的壓力。在此狀況下,混入GF等堅硬的塑膠,其摩擦力會磨損料管內壁與螺杆(【照片7】)。SPIRAL LOGIC偵測螺杆轉力控制顆粒供給量,符合熔融塑膠前進速度進行定量供給。因此,料管內不會充滿塑膠顆粒,不會產生料管與螺杆的磨損
4. 腐蝕
在使用PA46、PA6T、PA9T等塑膠的成形現場,螺杆頭組件與螺杆計量段發生極短期間內進行腐蝕而引起嚴重問題。透過研究,推翻「從塑膠發生的氣體誘發腐蝕」之定論,將原因特定為以下所列的3種水分。
1. 塑膠顆粒含有的水分
2. 塑膠在螺杆壓縮段脫水分解發生的水分
3. 難燃劑受到熱履歷脫水分解發生的水分
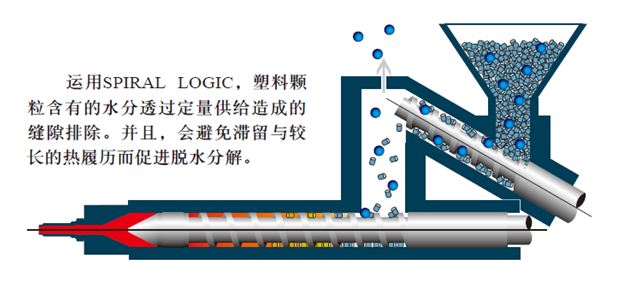
高溫成形的塑膠,若運用剪切發熱,其溫度會上升至320---340℃,壓力也會升高至100MPa以上。在這種高溫高壓環境下的水分,變成超臨界水或亞臨界水呈現非常強的腐蝕性。螺杆頭組件與螺杆計量段部位的溫度與壓力若達到此條件,一旦接觸超臨界水或亞臨界水,顯著進行腐蝕。SPIRAL LOGIC塑化系統,塑膠顆粒內含有的水分通過定量供給的縫隙排出,因沒有壓縮段不會發生塑膠滯留引起的碳化,較短的料管(比以往型縮短至2/3)減少熱履歷。SPIRAL LOGIC的料管內沒有造成腐蝕原因的水分
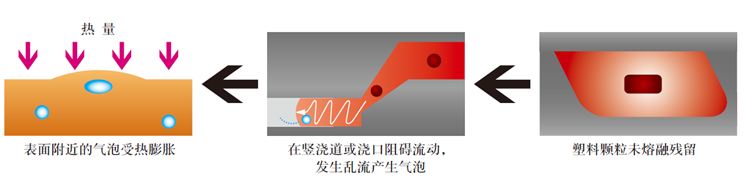
5. 起泡
泡殼是LCP連接器成形時經常出現的問題。以前對此現象出現的原因不甚理解,但是從融解的觀點,可以作如下的說明。以往的塑化系統,為了防止顆粒堵塞,冷卻下料口,因此傳達至顆粒的熱量不多。對這些顆粒急速進行剪切發熱,部份顆粒先熔融形成低粘度液體,包裹住尚未充分受熱的其他顆粒,結果造成未熔融核。未熔融核進入澆口時,它會影響到流動的速度及粘性,發生螺旋流引起氣泡。
如果氣泡位於成形品表面附近,受到熱量膨脹浮出表面,便產生了起泡 SPIRAL LOGIC在未熔融核形成方面經過特別考量,而設計熱容量、螺紋形狀以及條件設定軟體配合專用料管,開發LS型低粘度塑膠專用系統。完全而均勻的融解,防止起泡的產生。