一、前言:
面對電子資訊產品的快速發展與變化,很多產品必須在短時間內大量製造,對於塑膠元件而言最快最有經濟效益的方式就是採用開發多模穴的模具,但同時對於產品輕量化,精密度要求也不斷提升,但多模穴又會造成尺寸精度等等不良,一直是大家所困擾及極力突破改善議題。但是在射出成形技術上很少有突破改變方面發展,此報告就是針對此一大家所困擾問題,提出一些微薄的改善提案。在如何有效運用彈性效應,對超薄塑膠件與多模穴平衡的射出成形技術為本議題
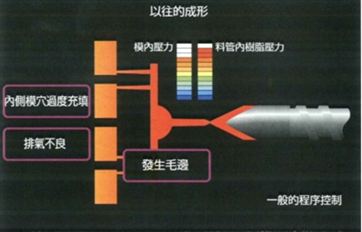
在螺桿前端的材料在進入射嘴的小小孔徑時是被快速壓縮,射出速度越高此壓縮效應越明顯,這一些被壓縮的材料經過一小段時間(通常稱之為射出時間)進到模具,射出動作結束時被縮壓的材料還是會繼續釋放能量,在以往的射出注塑控制,是利用機械的力量將原料強制推向模腔後,再進行保壓。
利用機器設備的強力推動,所進去的瞬間壓力會將模具中心部分推開(圖),當然間隙加大中心部分就容易填滿,而離膠口遠端部分有效的鎖模力較大,模具不容易被推開,間隙相對被小,就比較容易發生不飽模缺料現象。此一現象在超小型或超薄產品更是明顯。
而直壓式與曲肘式對此現象都面對同樣問題,因為固定側模板都一定是定位圈結構。

實驗設備與方法 :
本文採用日本住友射出成形機的 FFC(Flow Front Control)進行多樣產品的實驗分析。
二、實務應用說明
以往的成形方式射出到一定的將近飽模甚至到飽模位置之後立即進入保壓過程,防止收縮等,但實際上如同大家所瞭解的螺桿的移動動作≠材料流動動作,兩者之間存在了時間差,以此作為不飽模判斷時,判斷為完整品時,已經發生過充填現象。所以模穴平衡性差,容易發生一部分毛邊一部份缺料,而鎖模力又必須加大,又引起排氣不良等惡行循環。圖
下列兩圖示
從下列幾張圖片中的樣品中發現在同一樣的射出速度,壓力情況下只做了非常短暫的停留時間,可以在不增加應力的情況下進行良好的充填效果,這就是有效運用材料的膨脹張力的彈性效應證明。
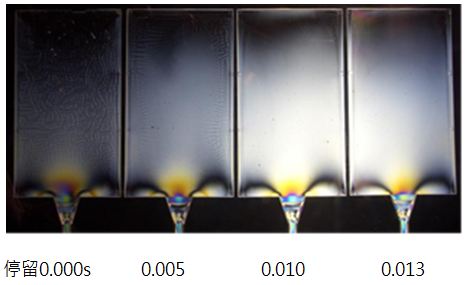
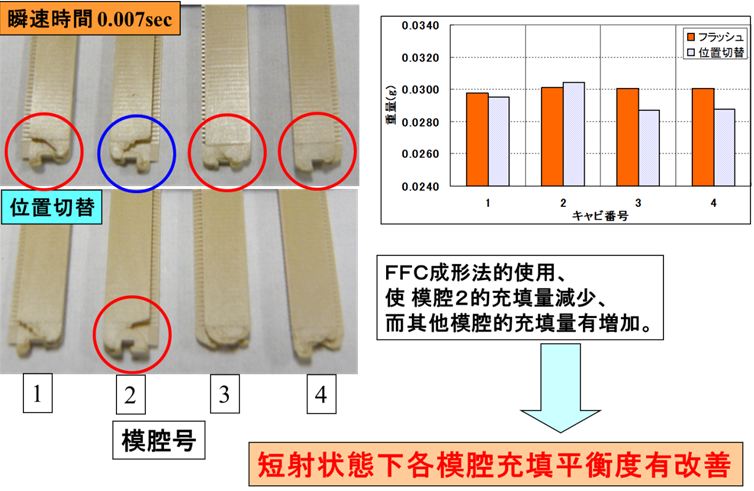
利用FFC調節方式,在接近飽模前控制螺桿的動作,做短暫停留,此時利用材料的被縮壓後的釋放效應,沒有多餘力量將模具推開,自然會流向模內壓較低模腔中,達到均勻平衡。
射出成形技術經過50年來發展至今,不斷有新的原料被開發到各式各樣的產品,在我們身邊也同時無形中接觸了或使用這一些東西,但是射出成形技術的進展而言相對較緩慢的。
尤其是概念上,以往理所當然的事,甚至被忽略的事,也不斷由新的方法實驗加以驗證而推翻。
例如本文所述的希望讓大家更明確理解,螺桿的移動距離不等於材料進入模具內的距離,而塑膠原料的被壓縮後的彈性效應對於殘餘應力的相關連性也是不容忽視。