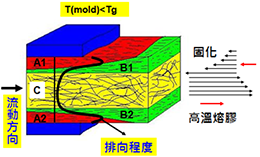
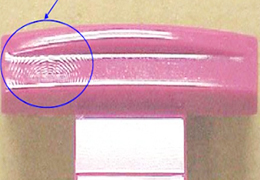
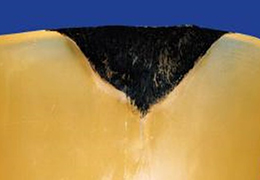
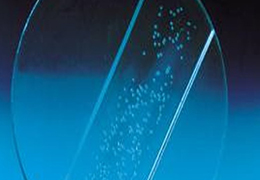
在射出成型的过程中易因高剪切流动、不均匀冷却或结晶作用等因素影响,而在成品内产生残留应力;残留应力容易使成品发生翘曲变形现象,影响产品的精度及强度要求,且对于后续的接着、涂装等加工都将造成不良影响。对于透明光学应用产品,更会因残留应力造成光散射,影响到产品的光学特性。所以了解残留应力发生之原因及解决方法,将有助于成型更好的塑胶产品。
塑胶射出成型技术已广泛地应用于许多高科技产品,诸如汽机车零组件、3C电子产品、生医及一般生活用品等,随着产品用途的多样化、需求的多变化趋势演变,塑胶射出成型产品更日益地蓬勃发展。然而随着时代进步,产品的复杂度与精度要求日益严苛,如何有效掌握产品品质,一直是攸关量产及良率之主因,也是业界最主要竞争力来源。
虽然一般都认为影响产品品质的主因来自射出成型制程中所产生问题,或可归咎之原因不外乎为对塑胶材料特性的生疏、对产品结构设计的了解不够、对射出加工制程参数的设定不当、对设计与材料特性及操作设备等相关整合效应无法掌握、以及经验传承与累积无法有效执行,因此如何有效识别问题的来源,并且提出适切的解决妙方,一直都是业者所期盼的。
有鉴于此,藉由此课程我们将针对塑胶射出成型制程中常见之问题进行剖析,让学员有机会且有系统地窥探问题的成因,深入了解塑料基本观念,射出机台加工参数对产品的影响与设定方向,射出产品不良问题的成因与解决对策,并从中引导学员从塑胶材料及其特点、射出机台控制参数调整、常见成型不良现象的解决方案等角度全范畴思维,让学员能综观射出成型制程中影响产品品质之相关因素,避免偏失。 |