射出加工螺桿技術資料
決定射出加工機台需求
Determining Injection Requirements A variety of injection requirements for a specific application can be determined mathematically. Some of these are addressed below.
塑化剪切速率(Shear Rate in Plasicizing)
螺杆塑化的剪切速率的定意是指在加热料管中的塑料, 经螺杆转动塑化过程中,其在料管管壁上的表面速度除 以螺管螺牙沟槽的深度,此剪切速率的数值可以表示为 ft/min. 此剪切诉率的计算公式可以下式来表示: SR = (D x N) / h, 式中 SR = 剪切速率(Shear Rate) D =螺桿φ(screw diameter) N = 螺桿轉速(rate of screw rotation) h = 螺桿溝槽深度(depth of channel)
一般塑料的平均剪切速率(shearrate)值約為150ft/min (ab.760mm/s),但是每種塑料都有一個特定的最大剪 切速率容許參考值,一旦作用在塑料上的剪切速率超過 此最大值,塑料就會比較容易產生裂化現象。例如對 於熱較敏感的PVC材料,其最大可容許的剪切速率值就較低,約為 100ft/min(ab.500mm/s),而對熱不敏 感的塑料其最大可容許的剪切速率值約可達到175ft/ min(ab.890mm/s)或更高。
剪切速率數值對塑料的影響,可以直接反應在材料 塑化時螺桿轉動的可允許轉速上。例如:一支標準 2inch( 約 φ50mm) 的螺桿,當用來加工一平均剪 切速率為 150ft/min(ab.760mm/s) 的塑料時,則可 以利用上述公式來計算出,最大的螺管轉動速率為 230RPM。如果螺桿轉速高於此計算值,塑料就容易 造成會有過度剪切(overshearing)的現象,塑料也比 較容易發生劣化。
螺桿出料量(ScrewOutput)
射出加工機台可加工塑化的材料量值可以單位時間 多少塑料重量值來表示,例如lbs./hr.或Kg/hr,此 射出機台的可加工塑化量,是取決於射出機台可驅 動螺桿轉動的馬達輸出馬力值大小來決定。例如一 根 2inch( 約 φ50mm)φ 的射出螺桿,通常可抵檔的 最高馬力值約為15馬力(horsepower),一旦超過此 安全馬力值螺桿就容易有斷裂的危險。另外例如一 根 4.5inch( 約 φ115mm)φ 的射出螺桿,則通常可以 耐到150馬力而不會有斷裂危險。螺桿的可塑化量(screwoutput)的概略估算方法是當每增加一馬力動 力時,可成形塑化材料則可增加約5到15lb/hr(約 2.3~6.8Kg/hr)。所以以一台15馬力的2inchφ螺桿射 出機而言,其可塑化的射出量約為75到225lb/hr(約 35~102Kg/hr)的範圍。而實際可塑化量將會與材料種 類的黏度有關,同時塑料黏度性質也會影響到作用的 剪切速率。
射出壓力(InjectionPressure)
一般的往復式螺桿射出機通常可以在加熱料管中產生 出約20,000psi(約140MPa)的射出壓力,此射出壓力 可以推擠使管中的熔融塑料,使其通過料管前端的噴 嘴(nozzle )而進入射出模具的模穴(cavity)內。
在射出加工製程中,一般的射出成形條件設定都是盡 量使用最大的射出壓力值,以及最快的射出速度值, 來使射出加工是在最短的時間內完成,也就是成型週 期時間越短。針對不同塑料與不同設計形式的產品, 在射出充填時射出壓力值會依照流動的最高需求壓力 值來驅動。大部份射出件在充填階段的起始射出壓力 值約在 6,000psi( 約 40MPa) 到 8,000psi( 約 55MPa) 範圍,之後再依照不同產品的成形週期性與品質需求 來增減後段的壓力變化。
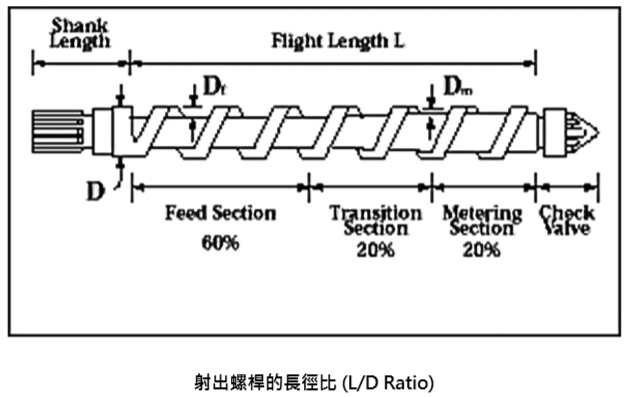
射出螺桿的長徑比(L/DRatio)
射出螺管要能建立起可適用的射出壓力條件,其中一 項重要的設計參數則是螺桿的長徑比(L/D)。所謂螺桿 長徑比就是指射出螺桿的長度除以螺桿外徑的比值。 參考下列射出螺桿的圖示,螺桿的長度是指有螺牙區 域的總長度,而螺桿直徑φ則是指螺牙的最大外徑。 一般射出螺管的L/D最小值約為20:1,最常見的射出 螺管長徑比(L/D)值約為24:1。
上圖中射出螺桿長度尺寸符號”L”式表示螺桿上有螺 牙部份的全部長度,而螺桿直徑φ尺寸符號”D”則 是表示螺桿螺牙牙峰外徑的最大尺寸,以一般泛用型 射出螺桿的設計,螺牙旋轉一圈的徑向長度約等於螺 桿的外徑”D”,所以以L/D=20的螺桿長度就約等 於螺桿外徑D的20倍。因此一支2.5inchφ的射出螺 桿,其螺桿有螺牙部份的螺桿長度至少為50inch(L/D 至少為20:1);較大L/D比值的螺桿會有較佳的塑化效 果,一般較常見的射出螺桿其L/D比值會到24倍, 所以 2.5inchφ 長徑比 (L/D) 等於 24 倍的射出螺桿, 其螺桿長度就等於60inch。然而長度較長的螺桿對於 材料的塑化將會有較高的剪切作用。■