第25招、塑膠射出產品埋入金屬端子受充填影 響偏移分析篇~【智慧製造篇】
Want create site? Find Free WordPress Themes and plugins.
第25招、【智慧製造篇】-產品故事說明
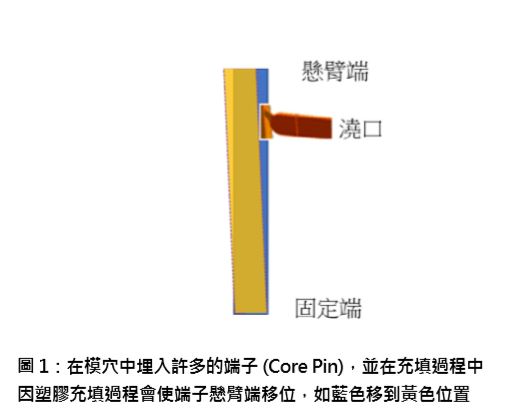
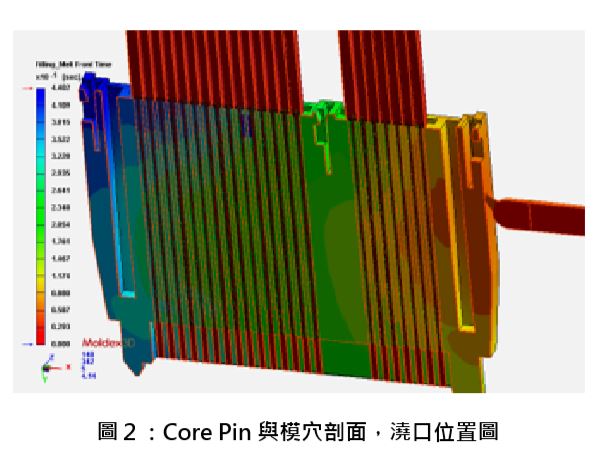
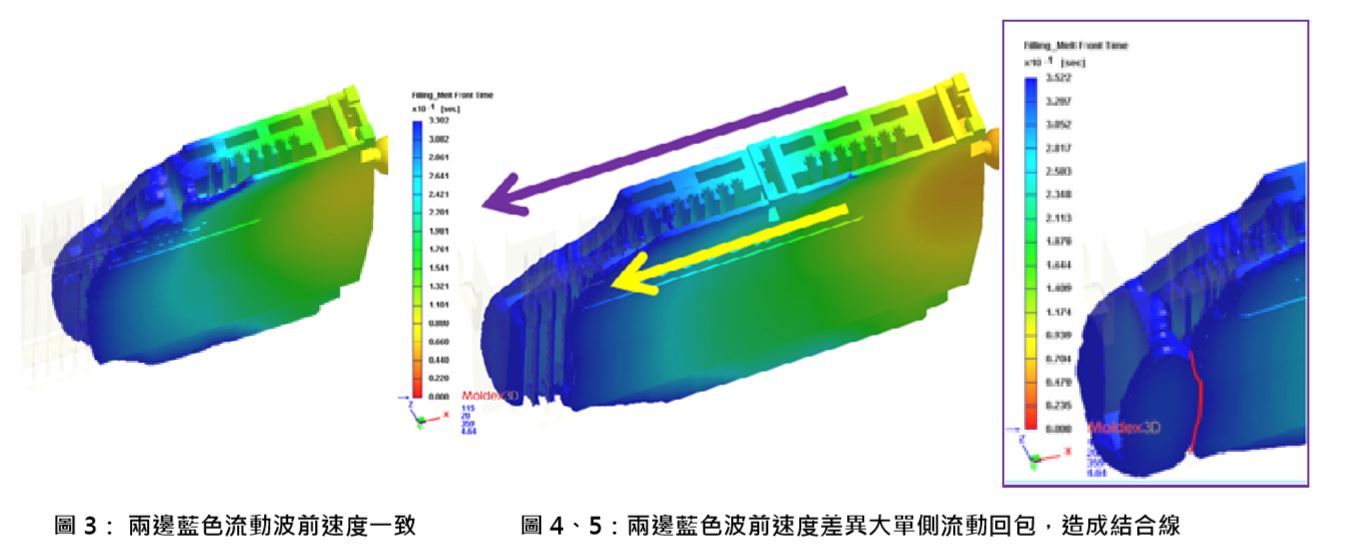
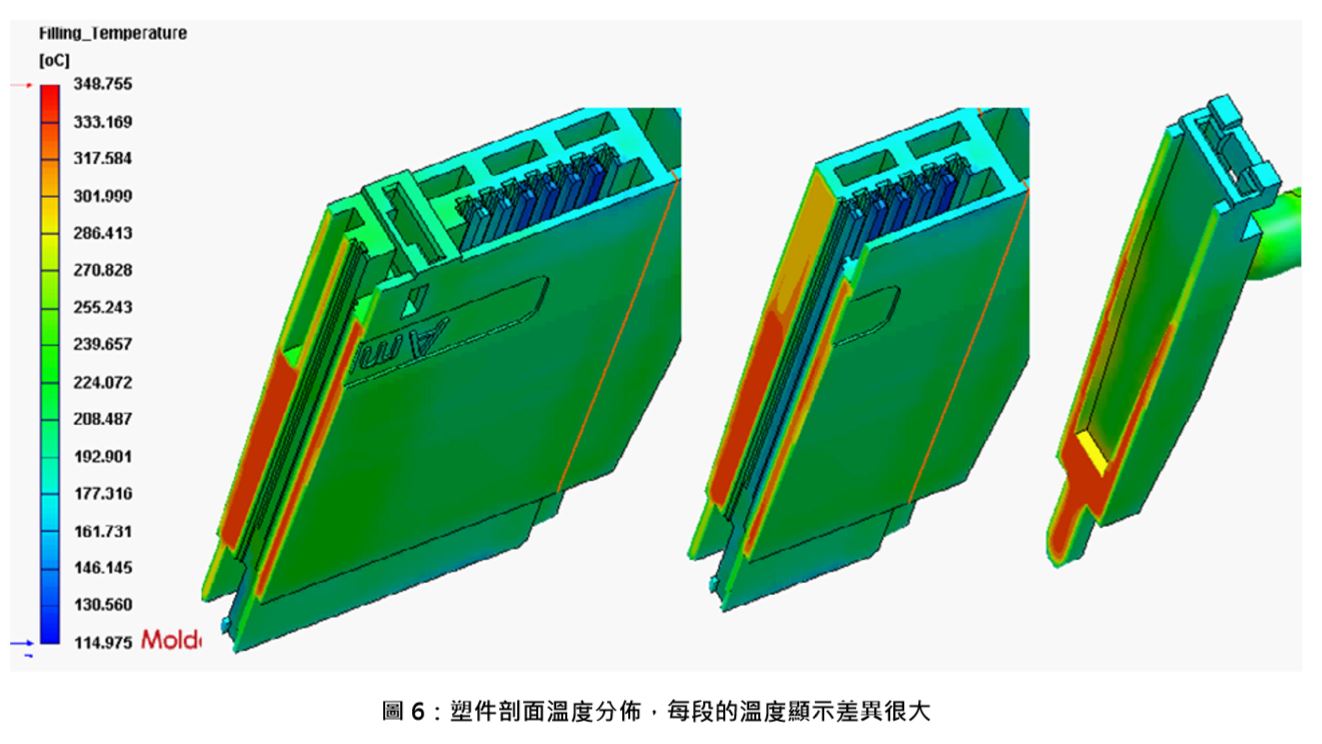
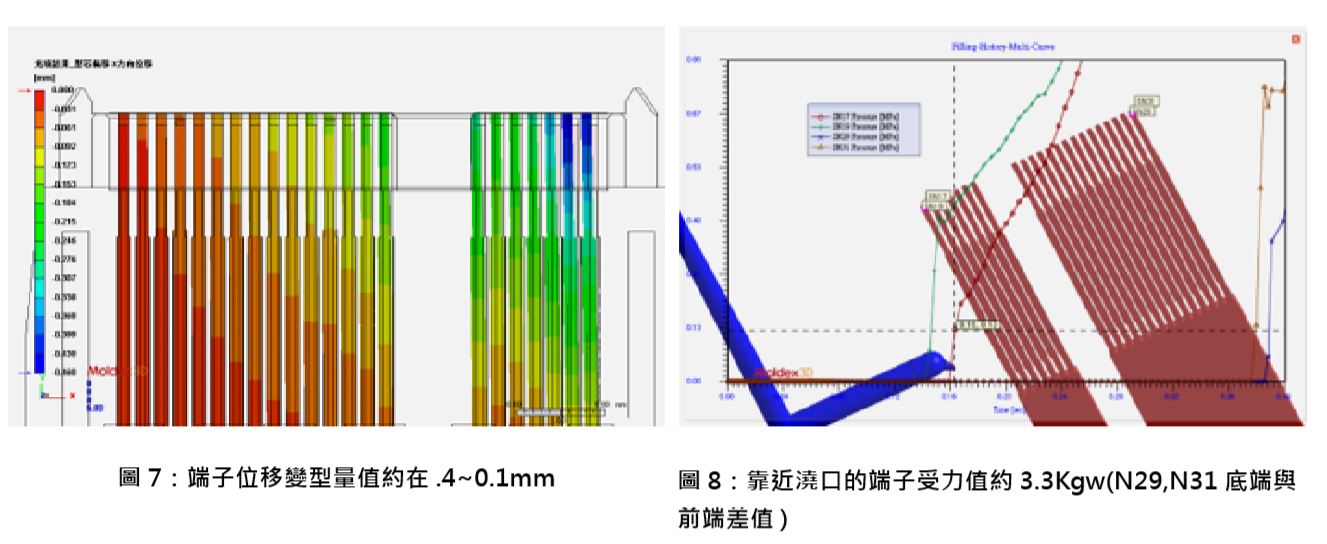
成品尺寸:長50,寬50(單位mm) 成品厚度:平均厚度0.5~1.5(mm) 澆道系統:冷澆道, 塑膠材料: LCP 分析焦點: 如圖1.在模穴中埋入許多的端子(Core Pin) 並在充填過 程中因塑膠充填過程會使端子懸臂端移位,這是模具機 構設計與進澆位置設計不良所造成的,因為模穴內充填 時候有壓力變化,而壓力差會使同一根端子受力不同。 如圖2.Core Pin與模穴剖面,澆口位置圖,隨著澆口的 設計尺寸大小與位置是否容易造成過大的剪切速率而使 端子偏移,因此透過CAE計算了解不同的設計對其影 響。 圖3.4.5,由於兩側壁的厚度差異造成的流兩邊藍色波 前速度差異大而有單側流動回包,造成薄壁有明顯的結 合線。 圖6塑件剖面溫度分佈,產品每段的溫度顯示差異很大, 顯示肉厚對流動阻力以及流向的影響。塑料在厚處的溫 度高面積大為領先肉薄處的流動。 圖 7. 由 分 析 結 果 得 知 端 子 位 移 變 型 量 值 約 在.4~0.1mm。圖8,在端子放入感測節點了解壓力隨 時間變化的曲線得知二端的壓力差。 結果討論: 由於產品厚度的差異,使流動阻力與冷卻速率產生差 異,造成在塑件中塑料會傾向較厚(阻力較小,溫度較
高)的區域流動,有領先、落後劇烈差異或流動轉向 的情形,除造成產品產生包封及縫合線等問題,也會 影響金屬端子的偏移造成內部NG,肉厚設計是重要 議題,可以透過分析掌握合理的設計。■
Did you find apk for android? You can find new Free Android Games and apps.