好書推薦:塑膠射出成形模具設計與分析(2版)
Want create site? Find Free WordPress Themes and plugins.
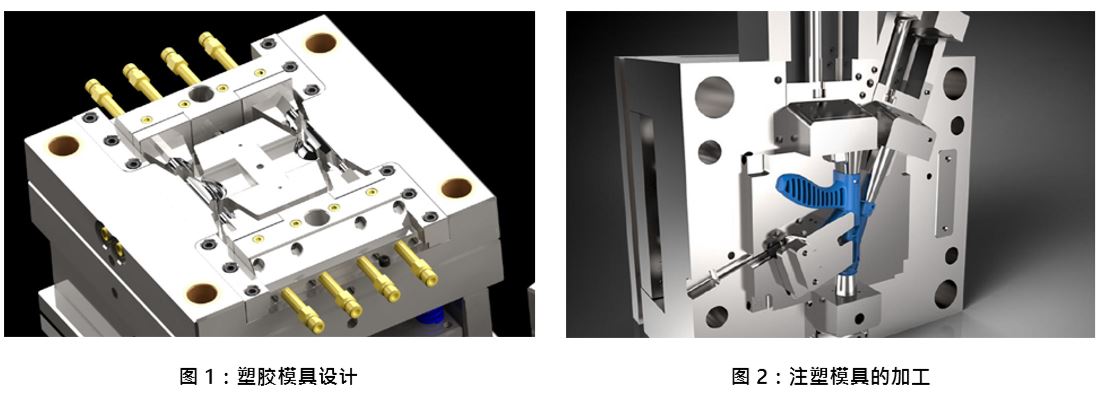
內容大綱 第一章塑膠材料和射出成形製程 第二章射出成形機組成和螺桿 第三章射出成形模具設計和組成 第四章澆流道系統設計 第五章射出成形參數 第六章電腦輔助射出成形模具分析 第七章成品缺陷與對策 第八章案例探討與分析 內容簡介 本書內容詳細介紹模具材料、熱處理及表面處理的特性與相關實例,並以其觀點提出參考資料,可作為在學學生之教科書,也可以做為模具技術相關人員在製造及使用時之依循。期望本書之出版能對模具工業技術之提升 及模具技術人才之培育有所助益。 模具為製造業的基礎,各種工業的零件及組件都須使 用模具經由沖壓、鍛造、壓鑄、粉末冶金或射出成型 等製程製造成成品。模具在生產製造領域扮演最關鍵 的角色。隨著加工材料的多樣化、加工速度之高速化 及自動化程度不斷的提高,對模具的性質要求也愈來 愈嚴苛。 因此對模具耐用度的需求不斷的增加,而關係到模具 耐用度(使用壽命)的因素相當多,例如模具材料、 設計、表面處理、加工及熱處理等因素都會影響模具壽命。 射出成型 (Injection moulding)是一種生產 由熱塑性塑膠或熱固性塑膠所構成的部件的過程。射 出成型就是將塑膠(一般為粒料)在射出成型機的料筒內加熱熔化, 當呈流動狀態時.在柱塞或螺桿加壓 下,熔融塑膠被壓縮並向前移動,進而通過料筒前端的噴嘴以很快速度注入溫度較低的閉合模具內,經過 一定時間冷卻定型後,開啟模具即得製品。 這種成型方法是一種間歇操作過程。它包括兩個主要 部分,一個注射裝置和夾緊裝置。射出機中的模具可 以固定在水平或垂直位置。大多數機器是水平方向 的,但垂直機器用於一些特殊應用,此過程類似鑄造, 材料被注入到一個被加熱的桶,混合(由固態熔化成 粘稠的液態)後被擠進鑄模。 材料可以在鑄模(型腔)中冷卻和凝固成鑄模的形狀。通常是由工業設計者或者工程師完成產品設計,射出用鑄模是由鑄模製造者(或工具(模具)製造者)所製造,通常是以鋼或鋁一類的金屬製成,而所期望的部件的外形特徵由精密機械加工而成的型腔來形成。射出成型廣泛用於製造各種零部件(絕大部分的塑膠 製品),從汽車的最小的部分到汽車的車身面板。 成型週期完成一次注射模塑過程所需的時間稱成型週 期,也稱模塑週期。它實際包括以下幾部分:注塑成 型週期注塑成型週期成型週期:成型週期直接影響勞 動生產率和設備利用率。因此,在生產過程中,應在 保證質量的前提下,盡量縮短成型週期中各個有關時間。
在整個成型週期中,以注射時間和冷卻時間最重要,它們對製品的質量均有決定性的影響。注射時間中的充模時間直接反比於充模速率,生產中充模時間一般約為3-5秒。注射時間中的保壓時間就是對型腔內塑 料的壓力時間,
在整個注射時間內所佔的比例較大, 一般約為20-120秒(特厚製件可高達5~10分鐘)。在澆口處熔料封凍之前,保壓時間的多少,對製品尺 寸準確性有影響,若在以後,則無影響。保壓時間也 有最惠值,已知它依賴於料溫,
模溫以及主流道和澆 口的大小。如果主流道和澆口的尺寸以及工藝條件都 是正常的,通常即以得出製品收縮率波動範圍最小的 壓力值為準。冷卻時間主要決定於製品的厚度,塑料 的熱性能和結晶性能,以及模具溫等。冷卻時間的終點,應以保證製品脫模時不引起變動為原則,
冷卻時間性一般約在30~120秒鐘之間,冷卻時間過長沒有必要,不僅降低生產效率,對複雜製件還將造成脫模困難,強行脫模時甚至會產生脫模應力。成型週期中 的其它時間則與生產過程是否連續化和自動化以及連 續化和自動化的程度等有關。 ■
Did you find apk for android? You can find new Free Android Games and apps.