New Material Direction of MIM MIM材料的新方向(一)
前言
當2018年初的國內春節假期來臨,Dr.Q終於有了一些空 檔來研究MIM產品的新方向,看看有那些可能的材料, 能夠由產品的需求帶動,讓MIM出現更好的機會。
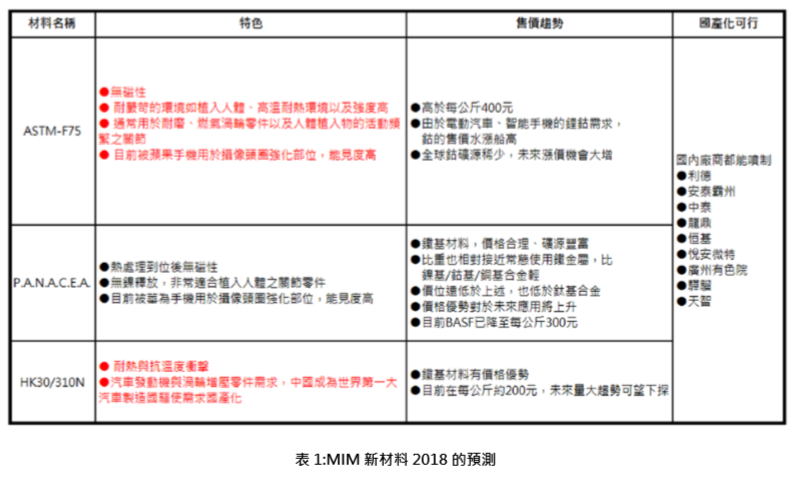
我來舉一個例子,相信各位應該對17-4PH(美國ASTM牌 號)這支不銹鋼不陌生吧?但是各位讀者卻不知道2012年 之前,這支俗稱沉澱硬化不銹鋼的材料,在MIM業界卻 乏人問津,如果不是美國蘋果公司的需求帶動之下,174PH也不會是當今MIM的王牌材料的前二名(另一支是 316L),甚至因為它所擁有很多不同區間的硬度變化,應用 層面相當的廣泛而改變世人對MIM產業的看法。Q認為 MIM零件會逐漸向磁和耐熱性能擴大版圖,在未來幾年就 是MIM零件發展重點。那麼,一起來看看Dr.Q的預測如 表1,大家是否認同呢? 以下,Dr.Q就分為三大部分來做說明:
第I部分ASTMF-F75鈷鉻鉬合金
三年前的2016年,美國蘋果公司請台灣大學黃坤祥教授 研究以幾支無磁性的材料以作為手機上的特殊零件,而原 本僅被應用在醫療植入物的神秘材料ASTM-F75就浮出檯 面成為MIM材料最新的明星,被應用在蘋果手機的鏡頭 圈部位。因此大家都在問,ASTM-F75是什麼材料?是什麼樣的 性質讓ASTM-F75得以被最高端手機製造公司看上?
1.1新材料設計要求
•材料應用的零件-手機高速變焦鏡頭圈保護殼; •無磁性,如同鋅合金或是鈦合金; •不生鏽就像不銹鋼316L等級; •必須能使用MIM注射與燒結技術,取代板金沖壓焊接 (有縫造成電磁波洩漏、兩倍厚度位置空間不足、焊點 凸包與脫落問題等); •高強度,可熱處理並滿足HRC35以上,以確保平整度; •價位能合理,沒有專利限制的問題。
當客戶提出如上要求,尤其是強調有沒有能夠採用粉末 注射成形,燒結後完全不帶磁性(如鋁、銅或鈦),又 能夠有高強度、耐腐蝕以及合理價位的金屬呢?原來, 這些要求被提出後,熟悉粉末冶金材料的黃坤祥教授便 協助客戶搜尋,在ASTM的材料庫大家注意到Stellite6 是鈷鉻鎢 (CoCrW) 以鎢為主添加,ASTM-F75 則是以 鉬為添加劑中找到這樣一支材料,F-75是CoCrMo合 金的粉末牌號。在一般金屬市場上,司太立(Stellite)合 金是常見的塊材規格品,所以Dr.Q就不難找到並理解 這支材料,ASTM-F75是人工合成的系列材料,其中以Stellite6最接近電子行業的要求,不過請(Mo)取代了鎢 (W)。各位讀者可以在網上以Stellite為關鍵字搜尋,就 會看到許多的資料。
1.2ASTM-F75發展現況
-1.2.1鈷的用量越髮變大但價格飆升 鈷一直是製造輪胎、磁鐵及智能手機的基礎原料之一。 如今,鈷甚至與鋰、銅一樣,成為最新一個受益於電動 汽車與智能手機高速發展極需電池而不可或缺的原材 料。
根據BenchmarkMineralIntelligence的數據,在去年交 易(2017)的鈷原料中,略超過一半以上都流向了可充電 重複使用之電池行業;與之相比,在2006年的比例僅 為20%,主要還是行業的成長造成比例的變異,鈷在能 源行業就很吃香。鈷價已升至自2008年以來最高水平。 今年該金屬價格已上漲超過55,500美元/噸,而且沒 有停歇。因此,Dr.Q 提醒使用 ASTM-F75 有很高含量 的鈷,為了要降低成本和提高產品性能,這支材料很有
可能棄用而轉向鐵係無鎳無磁不銹鋼,必須要提醒所有 讀者和製造者的風險在於鈷被主力放到能源產業,機構 件產用鈷元素是必成本大幅上揚。
-1.2.2植入物鎳過敏的風險 在醫療器材上的植入物應用,由於人類對鎳(Nickel,Ni) 金屬元素過敏漸漸增加,雖然合金化後的ASTM-F75的 鎳含量低於1%(主要因為鎳鈷共生,全球鈷的產出是與 鎳同源,鎳礦中含有鈷,純化後的鈷要完全無鎳成本增 加很多),但仍需注意到最新的歐洲與國際對於鎳釋放 的標準,在此提醒工程設計上要注意到。請見Dr.Q收 集的資料。
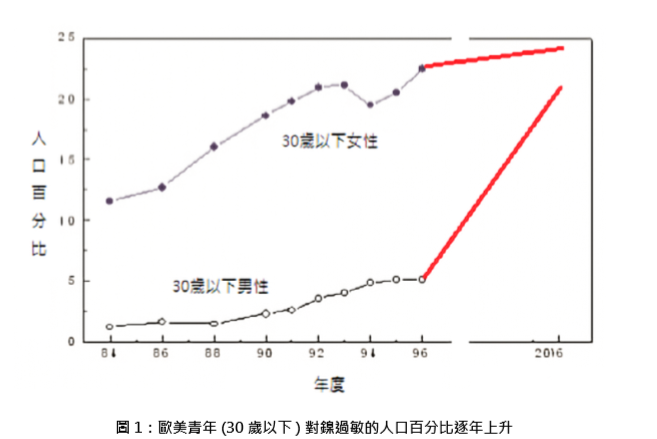
鎳接觸過敏是在工業化國家的最常見過敏原因﹐如 果和鎳元素有重複或連續性的接觸﹐由開始調查的 1981~2016年約25%的女性和男性有經歷過鎳過敏之苦 (請見圖1),歐美白種人青年(30歲以下,尤其是兒童) 對於鎳過敏的人數是年年上升。鎳是從鎳的塗層(電鍍 或是真空蒸鍍、濺鍍)轉移、產品就像眼鏡架,或是鎳合金高的如硬幣、手鐲﹐或是來自不銹鋼奧氏體鉻鎳鋼 等,例如人們穿戴的腕錶等,其中最多來自智能手機的 鋁合金外殼,主要原因是因為大部分鋁的表面處理是採 陽極髮色,陽極的封孔劑正是含鎳的化學物;在過去, 雖然不銹鋼被認為是耐腐蝕的,但人體實驗已經證實即 使是不銹鋼已經和金化的如316L,由於在極性液體內 (汗水或體液)會溶解出鎳離子,造成皮膚或組織的發炎 症狀。
防止鎳過敏的話題引起極大關注﹐歐盟鎳指令旨在預防 宣傳和鎳皮炎已經啟動了﹐對於進入(植入人體)與皮 膚直接長時間接觸某些物品有了這樣的限制(基本限制 條件0.5μg/cm2/week),因此這樣的限制鎳含量之鎳 指令﹐來限制產品的鎳釋放量﹐手術刀片(限0.05%)作 為身體刺穿部位﹐該指令已被證明有一定有效影響。
雖然ASTMF-F75已經是經過美國國家食品醫療檢驗局 (FDA)所認可通過第三級的植入物醫療器械材料,不過 Dr.Q提醒由於人類抵抗鎳過敏的基因改變逐年變弱,在
使用這材料為客戶提供零件時仍必須謹慎,提醒客戶簽 證並做好自身鎳釋放的檢驗報告為宜。
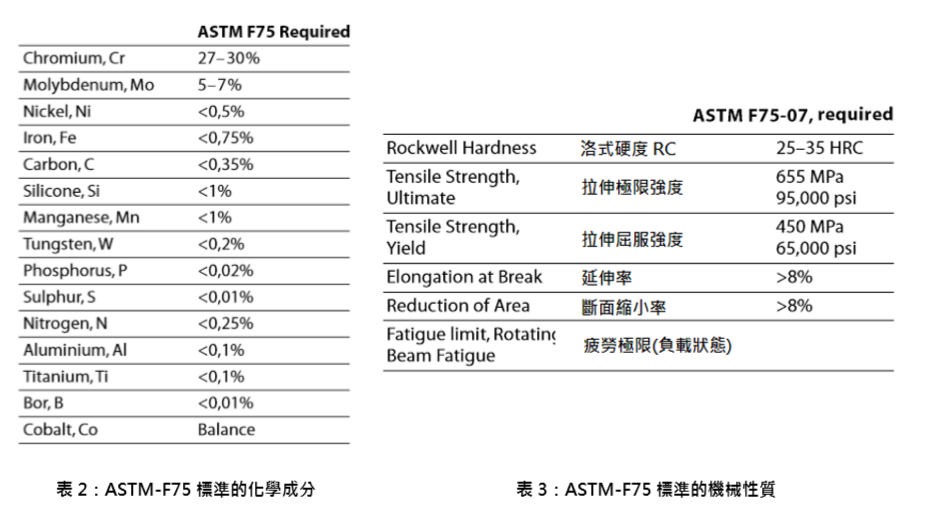
1.3ASTMF-75標準的化學成份與機械性質
如表2所提供的資料,我們仍舊看到有不大0.5%的鎳 含量,這是必須注意的。
1.4製程工藝注意重點
-1.4.1金屬注射成形 推薦使用POM餵料系統,並採用酸催化脫脂,由於 CoCrMo三元合金中的主要三元素都對碳反應很敏感, 一定要確保脫除粘結劑是很乾淨且嚴格控制碳含量不能 超標,以防止尺寸變異以及性能變差;但碳含量過低, 材料的硬度也會跟著不夠、強度變差,因此燒結曲線 的設定建議不要跑到高真空段太久,主要是蒸氣壓低的 鉻、錳、鋁容易跑進系統,表面貧鉻顏色不均一。
燒結最高溫度建議至少要在1250~1300℃範圍內,並有 至少3小時以上的保溫以增加材料的緻密度。由於國內 的燒結爐條件不盡相同,Dr.Q無法精確告知各位正確的燒結條件,但是曾經處理過BASFPanacea這支材料的 廠家,應該就不陌生燒結的參數變動,注意到緻密化的 最高燒結溫度甚至要到達6小時以確保MIM件密度到 位,請注意!
-1.4.2熱處理以及後工藝 當然,客戶指定ASTM-F75產品必須經過以下處理,但 是要注意到價格哩!
• 如 果 有 必 要 獲 得 100% 相 對 密 度, 熱 等 靜 壓 (HIP,HotIsostaticPressing) 是一個增加密度的製程,請 按照以1200℃,1000mba,氬氣保壓240分鐘。
•一般MIM件則採用均質化熱處理(HOM,Homogenisa tion),請按照下列參數:1220℃ ,0.7~0.9mba, 氬氣保 壓240分鐘;然後急冷,由1220℃到760℃,必須在8 分鐘內完成。這種急速冷卻的目的是為了防止溶解到基 地的碳聚集並改善顯微結構的均質性。
•MIM工藝製作的ASTM-F75有很好的切削性能,零件 可以採用傳統機械加工來移除材料。同時也允許拋光到 達鏡面或光學等級的光滑表面。當然,經過HIP消除內 部孔隙後切削性能是可以更提升,由於MIM零件的先 天缺失是內部微孔隙,注意機加工的進給量別太大。第
第II部分 P.A.N.A.C.E.A.
PANACEA是一個縮寫名詞,原文意思是”靈丹妙藥” 或稱萬靈丹,是西方冶煉製藥的專有名詞,但實際為抗 鎳過敏、抗鏽蝕、抗腐蝕和抗磨損(ProtectionAgainst NickelAllergy,Corrosion,Erosion,andAbrasion),此 無鎳不銹鋼用這名稱是BASF收購發明者瑞典皇家學院 所使用的名詞而來。此材料的專利期限已經在2016年 之後可完全公開使用無虞。
請所有MIM零件製造者要熟讀PANACEA材料與製造 工藝知識,Dr.Q認為在估價頻頻上揚之際,鐵係無鎳 無磁的不銹鋼仍舊是最好的機構材料選擇,由於在5G 時代的到來。
2.1基礎原理
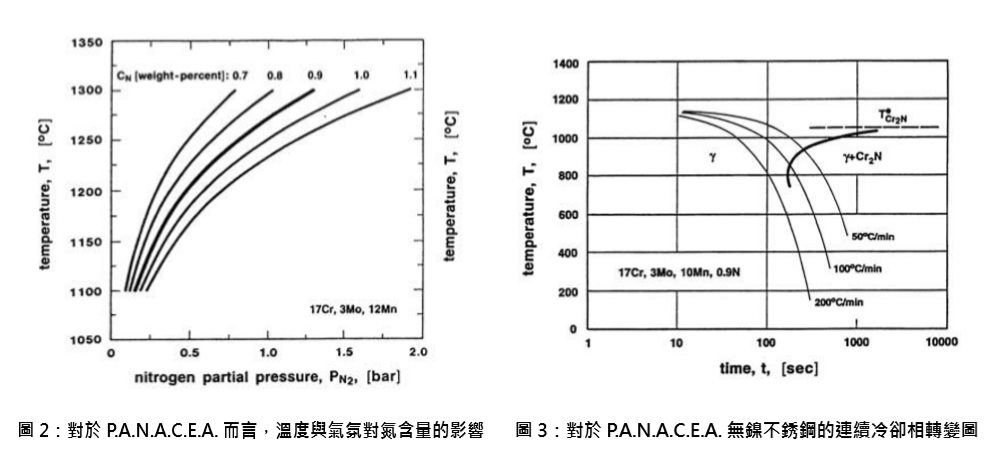
高氮合金可以利用添加氮的熔體,或是在粉末冶金的骨 架中通過高量氮氣,氮氣經過開放孔隙通道與鋼反應 而溶入。由BASF所開發的MIM專用高氮無鎳不銹鋼 Catamold®PANACEA(X15CrMnMoN17-11-3)餵料, 從圖2可以看出,隨溫度的升高而N2分壓越高,固溶 的氮濃度就越增加(固體某種元素的分壓越低,該元素 就越容易從固體中蒸發到環境中),所以可採用兩步式 燒結過程的優點在於燒結和氮化溫度和氣氛壓力可以獨 立設置。
然而,由於氮原子擴散到材料內部的距離需要較長的時 間,延長保溫時間則是必需的,因此零件越厚保溫時間 要更久而成本變高。在燒結後的正常爐冷卻,沈淀物氮 化鉻(Cr2N)一但出現,鉻和氮結合使此鋼材局部貧鉻, 防銹能力消失並出現磁性!因此,在奧氏體高溫態後迅 速冷卻後的燒結固溶處理是必要的。
Dr.Q花了兩年的時間,觀察並了解了目前幾家MIM製 造廠共同面臨的製造問題如下:
•為什麼P.A.N.A.C.E.A.無鎳不銹鋼一定要經過固溶處 理? •P.A.N.A.C.E.A.不能夠燒結後直接控制無磁,那不就可 節省二次處理的費用? • 為什麼我們燒結後即使已經固溶處理的 P.A.N.A.C.E.A.無鎳不銹鋼,卻仍通不過鹽霧測試?
這些問題的答案在圖3,請注意,這是以氮化鉻為主的 鋼 材 CCT(ContinuousCoolingTransformation) 連 續 冷卻相變化圖,可以發現材料冷卻速度由1200℃急冷到 700℃必須以每分鐘150℃降溫速率方可以避開氮化鉻 的發生。
尤其是很多MIM製造廠都發現,明明送到外面熱處理 場都做好固溶了,為什麼最後經過鹽霧測試仍舊發現有 鏽斑?其實,您真的確定熱處理場做好了固溶處理?那 就不得而知,因此Dr.Q強調把幾個點抓住,固溶溫度 請以1220℃、降溫點請以700℃、降溫速率一定要維持 150℃,更重要的是產品要盡量平鋪不要迭層過後,否 則心部的產品降溫速率是不足的!!
2.2化學成分
下表4為BASF之商業Catamold®產品Panacea(MIM 專用餵料)的化學成份,這是目前仍為業界常用。國內 業者已經都嘗試少量的噴制(100kg以內),初步成效是 不錯的,期待產品帶動的量噴發。

由於氮的元素含量必須控制在0.75~0.9%(重量比),使 用批次爐分段加壓最好的方法,連續爐因為有氫氣容易 趕走氮氣(氫分子小於氮分子而容易溶入金屬,搶走氮 固溶的機會)不建議使用;同時燒結過多的氮進入,則 容易發生局部氮濃度偏高,尤其是在表面,只要的二次 固溶的外包熱處理廠商沒注意到溫度或是時間不夠,即 便處理好沒有磁性,氮局部集中造成的富氮化鉻區周遭 出現貧鉻鋼區域,就容易生鏽造成外觀失誤,不可不注 意。
有關BASF的餵料或是原料粉末,請大家多多詢問原廠, 畢竟Dr.Q沒有完全的數據,不好解釋個中奧秘。但是 您購買的原料的供應商是必須要有誠意的,否則出現問 題要製造單位解決,能力和技術都必須依賴供應商提 供,那不就沒戲唱??Dr.Q呼籲大家要看好技術文件的 同時,實驗和各種裝備的適切性都是要花下去的成本, 畢竟,這些新材料如果沒有門檻,那我們何來競爭力? 領先和獨占市場是必須用心的。■