
如何應用CAE技術 深入剖析並克服多材質 射出成型之挑戰
前言
現今塑膠產品的製造,多材質射出成型(MCM)製程已 經廣泛地被應用於多元化的塑膠件設計與製程。 MCM 製程主要是利用兩種或多種材料,或使用相同的材料但不同的顏色,或是以回收材料和原料混合射出注入模具 內來生產產品。利用此製程生產出的產品不僅融合了多種顏色,還可具備多種功能,比如皮層/核心層等三明 治結構的組合。
然而,於現實生產中應用MCM製程,還是必須面臨許多的問題與挑戰。例如,MCM製程可能牽涉到多種嵌件、或多種不同材料,因此單一材料射出成型的設計 與開發規則,常常不能直接套用於MCM。另外,由於 MCM製程複雜性和多材質之物理機制,若以傳統的單 一材料射出成型的經驗法則,很難推敲MCM製程與機 理,因此無法有效對於關鍵成形條件進行優化或設計變 更,造成品質控制上的不確定性。
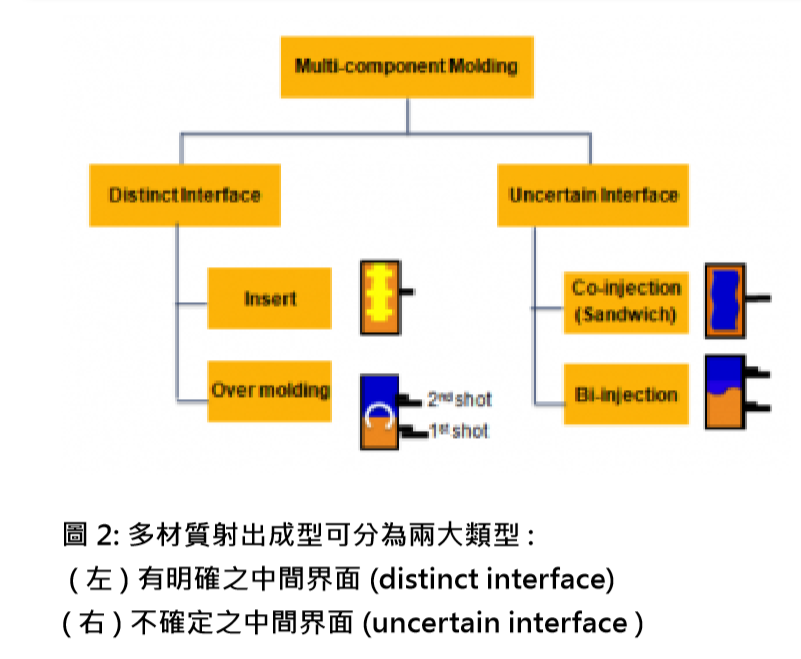
為了進一步釐清並了解MCM製程,以期未來能進一 步掌握此等製程,首先,我們可以將非常複雜多元的 MCM製程歸納成為兩大類,如圖二所示。第一類為當 兩種材料複合成型時,將產生明確之中間界面(distinct interface),此類常見的製程,包括嵌入成型 (insert molding)、包覆成型 (over molding)、和多射依序成型 (sequential multiple shot molding)。第二類則為當兩種材料複合成型時,將產生不確定之中間界面(uncertain interface),此類常見的製程,包括共射成型(coinjection),雙射成型 (bi-injection),針對不確定之 中間界面系統,產品設計者如何能正確推測出最佳澆 口位置,以及材料比例,使其成品得以獲得理想的材 料分佈與產品特性,對產品設計人員將是相當大的挑 戰。
因此,要解決MCM製程中復雜的特性與機理,並進 一步加以掌握與控制,近年來大部份團隊及成員都必 須藉用CAE技術強大的模擬預測能力,以期能對潛在 問題進行診斷分析並執行設計變更之事先驗證。舉例 來說,小型觸控式面板,當初原始設計是針對各別組 件,一件一建分開射出,再組裝而成。
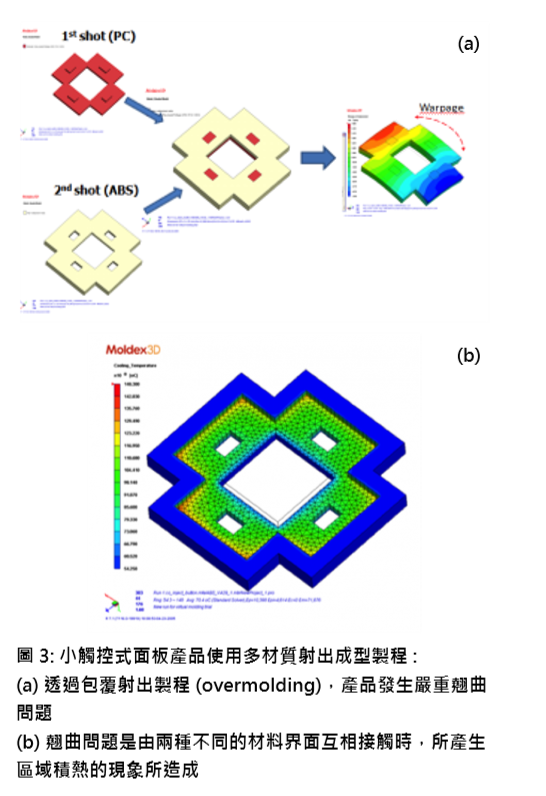
此方式產生組裝後產品的翹曲問題雖少,但零組件間 界面結合的強度可能受到影響,而且後段再組裝也會 是產品品質掌控之盲點。為此,利用MCM製程一體 成形,透過包覆射出 (Overmolding) 成型(圖三 a 所 示),可以改善並提高物件界面結合的強度與後組裝 問題,但是製程中,由於兩種不同的材料界面互相 接觸時,在後續冷卻階段將會產生區域積熱現象(圖 三b),導致產生嚴重的翹曲問題。由此可知,單件 射出成型的產品設計與加工製程,不能直接套用在MCM產品製程中;而MCM製程所可能產生的翹曲 問題,必須透過產品設計變更和不同的加工條件來解 決。
另一方面,共射成型(co-injection)製程中大多數皮層 /核心層的結合可創造出許多新穎之產品,比如:產 品可能為觸感柔軟的皮層/堅硬之核心層,或是純料 之皮層/回收料之核心層,或是純料之皮層/含纖維 強化之核心層等等的組合。若從實用面而言,共射成 型製程普遍應用於汽車件、大眾消費產品、和需要加 強強度結構的產品製造上。

進一步從開發內涵來看
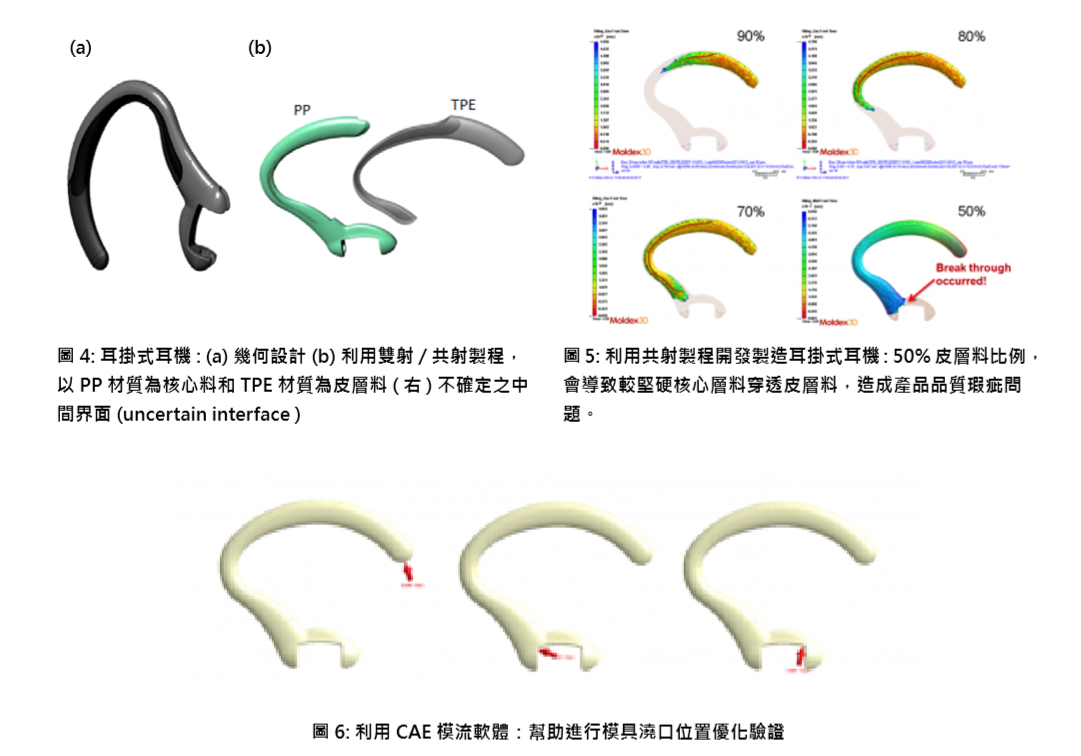
此等製程必鬚麵臨主要的挑戰是如何控制模具內的材 料分佈為理想狀態。以耳掛式耳機產品為例(如圖四 所示),耳機掛鉤設計必須連接手機和麥克風功能, 與人體皮膚(耳朵)接觸區域,該皮層材料必須具有 良好柔軟觸感,但內在架構組成又必須具有足夠的強 度,避免產品變形。
當此耳掛式耳機製作採用共射技術,以PP材質為核 心料,以TPE材質當皮層料。理想上,應用共射成型 製程可簡化零件組裝手續的嶄新應用技術,並提供物 料之間的接合界面具有更好的強度。然而,實際執行此類共射製程時,將面臨許多挑戰,例如:皮層料/ 核心層料之間的到底比例為何? 射出之相關條件要如 何給定? 此時可事先透過CAE進行預測。
如圖五所示,根據CAE模擬預測,使用50% 皮層料 比例會導致核心層穿透皮層,造成產品品質瑕疵問 題。再進一步執行皮層/核心層比例調適,可能70% 皮層料比例是較佳的選擇。但是以此比例當基準,進 一步預測產品變形問題時,我們發現產品具有嚴重翹 曲問題,導致產品功能性不彰。
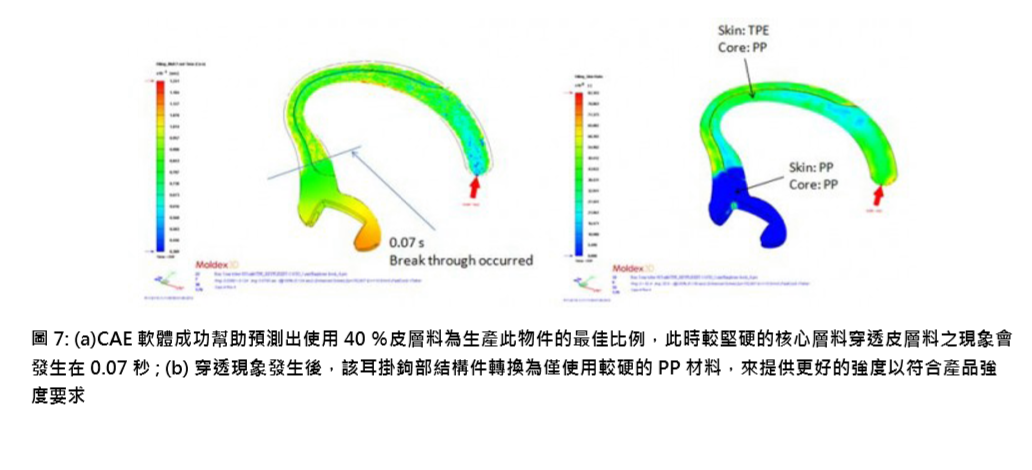
接著,我們再利用CAE執行虛擬之設計變更,執行一 系列之修改模具澆口位置設計驗證,如圖六所示;我 們發現一些有趣且非常實務之解決方案,例如:應用 圖六(a) 所提之澆口方案,當採用40%之皮層料比例 時,會導致核心層穿透皮層,原先思考這將會是造成 產品品質瑕疵之嚴重問題;然而,應用CAE軟體預測 事先得知,使用40 %皮層料生產此物件,反而是最 佳比例,因為較堅硬之核心料,在0.07秒時會穿透皮 層,穿透現象發生後,該耳掛鉤部結構件轉換為僅使 用較硬的PP材料,剛好提供更好的強度以符合產品 強度要求。上述利用CAE技術事先預測,順利解決產 品製程與品質問題。
結論
多材質射出成型(MCM)在現今的塑膠產業中應用 相當廣泛。然而,由於MCM製程複雜性和多材料 物理機制,以傳統的單一射出成型的經驗法則來推 敲MCM製程,將遭遇許多困難,無法有效提供關 鍵成形條件進行優化或設計變更,造成產品品質瑕 疵問題。然而透過CAE模擬分析技術,不論是包覆 射出成型 (Overmolding) 或是共射成型 (co-injection molding),都可提供有效的產品設計驗證、澆口位置 優化,最大可行的核心層料比例預測(包括預測是否 會發生核心層料穿透皮層料的現象),並考慮材料之 間的相互作用影響,成功預測產品收縮和翹曲率來改 善的產品品質的利器。
參考文獻
1. US patent #3,051,994.
2. Multi-material Technology, Battenfeld.
3. Web source http://www.engelmachinery.com
4. Chao-Tsai Huang et al, SPE ANTEC, 1888-1892 (2006).
5. P.J. Garner and D.F. Oxley, British Patent 1,156,217 (1971).
6. V. Goodship and J.C. Love, Multi-Material Injection Molding (2002).
7. R. Seldén, Polymer Engineering & Science, 40, 1165 (2000).
8. F. Ilinca, J.F. Hetu, and A. Derdouri, International Journal for Numerical Methods in Fluids, 50, 1445 (2006).■