邁向以金屬3D列印機和全程數位資料化方式製造金屬模具的新時代
202006月刊/文章原文出自日本的型技術雜誌2020 Vol.35 No.2
宗瑋工業股份有限公司 Grand Dynasty Industrial Co.,Ltd(GDI)(以下內 文簡稱宗瑋工業),為追求更加優良的金屬模具,陸續向日本引進了2臺“OPM250L”、2臺“LPM325”的金屬3D列印成型機。不僅成功運用這些設備設計出他們的理想模具,更發展出自己的特色,成為亞洲地區金屬3D列印領域的佼佼者,甚至因而受到日本的型技術雜誌的採訪。以下資料部分翻譯自日本型技術雜誌2020年第35期中的訪談內容:
內容摘要
臺灣的塑膠產品廠商—宗瑋工業,該廠商已將金屬模具製造工作完全數位資料化。此外,該廠商已經運用金屬3D列印成型機來提高塑膠成型的生產率。支持其先進的金屬模具製造作業的就是沙迪克的金屬3D列印成型機、高速銑削中心、V-LINE式射出機等高性能加工設備與成型機。
關於宗瑋工業股份有限公司(GDI)
臺灣的塑膠產品廠商宗瑋工業,自1984年創立以來近10年,一直都是以家族經營的小規模射出工廠的形式存在。直到現任董事長林健祥於1993年進入公司工作後,公司的業務便得到了極大拓展。在1993年正式接手家業後的10年間,公司成長為一間中小規模的塑膠製品廠商,其業務合作夥伴主要分布在美國、英國、德國。在各國所擁有的業務合作夥伴占比情況為美國60%、英國25%、德國10%,近100%都是歐美企業。公司員工總人數為220人,2019年在臺灣的第2家工廠也正式投產。
金屬模具有30%都是使用3D列印成型機製造的
該公司的主要產品包括工具用品、體育用品、消防專用裝備品等特殊用品,業務範圍涵蓋從金屬模具的設計、製造,到產品成型的整套流程。此外,該公司的金屬模具有70%都是以機械加工製造完成,另外30%則是用金屬3D列印成型機製造的。
2017年,公司引進 2 臺日本的“OPM250L”金屬3D列印成型機。OPM250L是一款兼具金屬積層製造與切削加工2項功能的3D列印成型機,在加工槽臺上鋪灑每一積層厚度為0.05mm的金屬粉末(SUS),再以鐳射照射粉末層,使其熱融後再凝固的方式進行成型。此外,鐳射每照射一次、切削工具即對模具進行1次高速切削,重複這一操作即可進行對較厚成型物的高精度加工。
對於積層製造方式,林董事長表示「從30年前就開始關注了。」其時正值樹脂成型專用3D列印成型機在美國初步商品化(1987年)不久,各種相關技術相繼面世並運用在產品上。林董事長說道:「當時我人在美國,有從事金屬模具製造的朋友向我詢問積層製造方式的優勢,那時我就對此產生了興趣。這份興趣一直沒有減退,因此我從10年前就開始為了能用於公司業務中的金屬3D列印成型機而積極進行調查研究。」
林董事長表示:「在經過一系列的研討後,我們發現臺灣沙迪克的產品不僅使用起來簡單方便,而且最重要的是能夠提供完善的售後服務,因此我們最終決定引進沙迪克製造的金屬3D列印成型機。」該公司使用3D列印成型機製造的金屬模具,其模腔和模芯尺寸最大可達到長250mm×寬250mm×高180mm。此外,由於該模具需具備經受數十萬次射出操作的耐久性,因此模具採用SUS(不銹鋼)材質。雖然全世界有很多廠商生產由麻時效鋼製成的金屬3D列印成型機,但為符合使用SUS材質以對大尺寸的金屬模具進行積層製造這一條件,公司最終選擇沙迪克的金屬3D列印成型機。
接下來將為各位讀者介紹3D金屬列印被應用在大型模具上的案例,該案例引自型創與科盛所共同撰寫的〈A Valid Design Prediction Approach of 3D Metal-Printed Mold Manufacturing〉,該篇論文在4/1正式發表於塑膠工程師協會(SPE)所主辦的全球塑膠業新知與技術發表之研討會—ANTEC® 2020,內容介紹如下。
3D金屬列印在大尺寸模具的應用
傳統模具製作的水路,大多採鑽孔方式,較深處則以隔板式/噴泉式或螺旋式進行設計製作,但往往會因產品結構複雜度而有所影響,產品在射出過程中容易有熱能殘留,而這也導致冷卻時間的改變。範圍較多,冷卻時間也會相對加長,而過大的公母模溫差便是造成產品翹曲的主要原因之一。
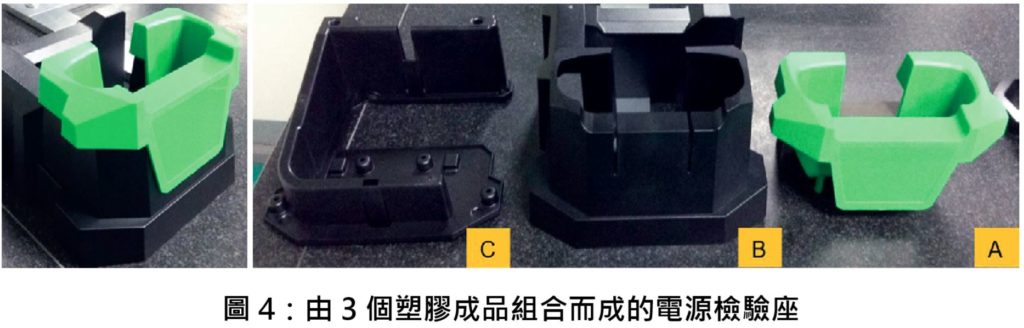
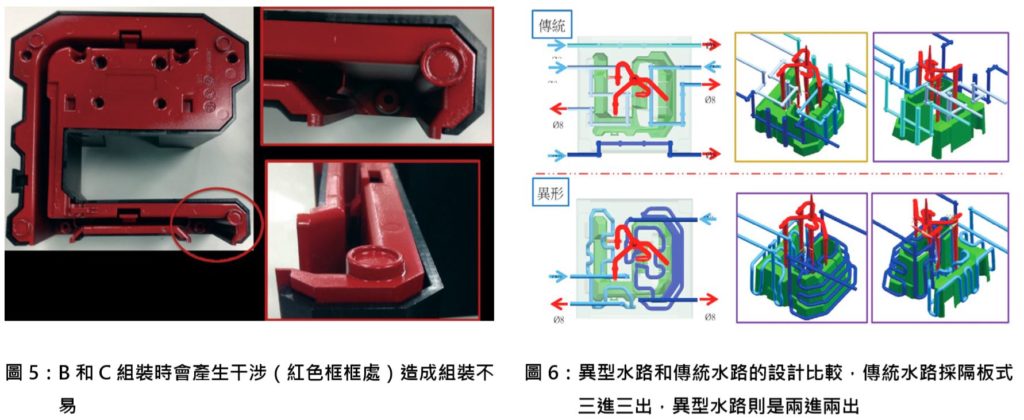
本次案例主角是電源檢驗座,由3個塑膠件組合成(圖4)。B和C組裝時因干涉而導致組裝不易(圖5);而B和A組合時則容易鬆脫,這些問題導致最終成品品質不良無法順利量產。透過Moldex3D解析問題,我們發現在B的射出成型過程中,因公母模溫差過大,且散熱與吸熱不均勻導致翹曲變形。因此若要解決問題可從B的水路設計下手,透過異型水路加以改善。
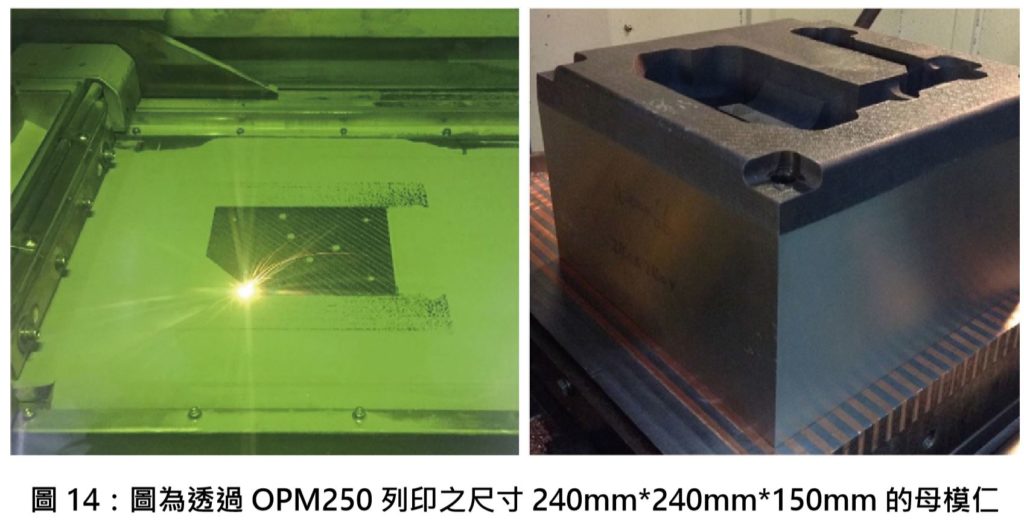
為達成異型水路設計,本次以OPM250加工,母模仁尺寸為240mm*240mm*150mm,但要進行3D金屬列印會碰到兩個問題,首先因尺寸較大,若水路設計效果不佳,沒達到預期效益,將耗費巨大成本與時間。其次,因尺寸較大,3D金屬列印失敗龜裂的風險極高。
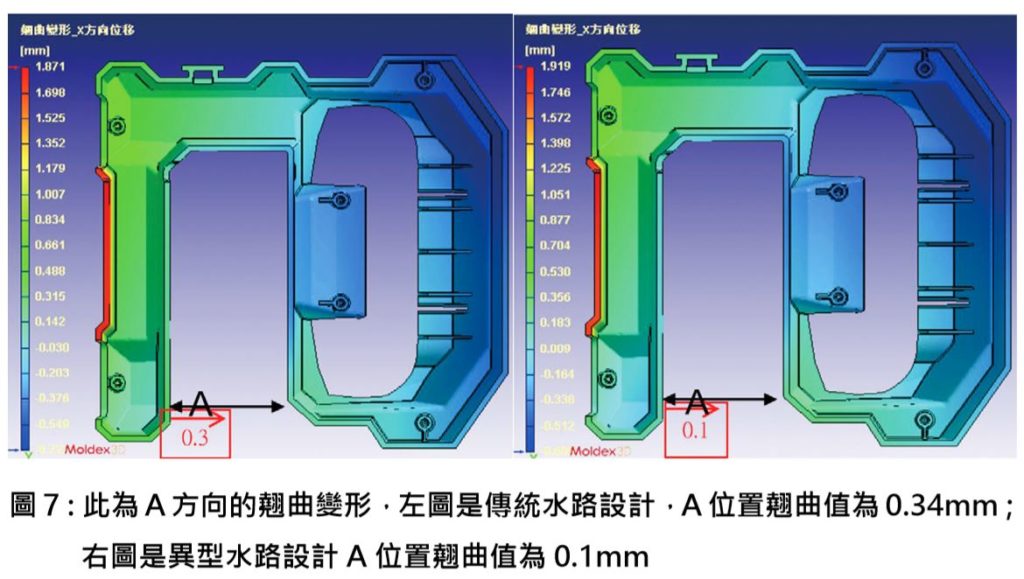
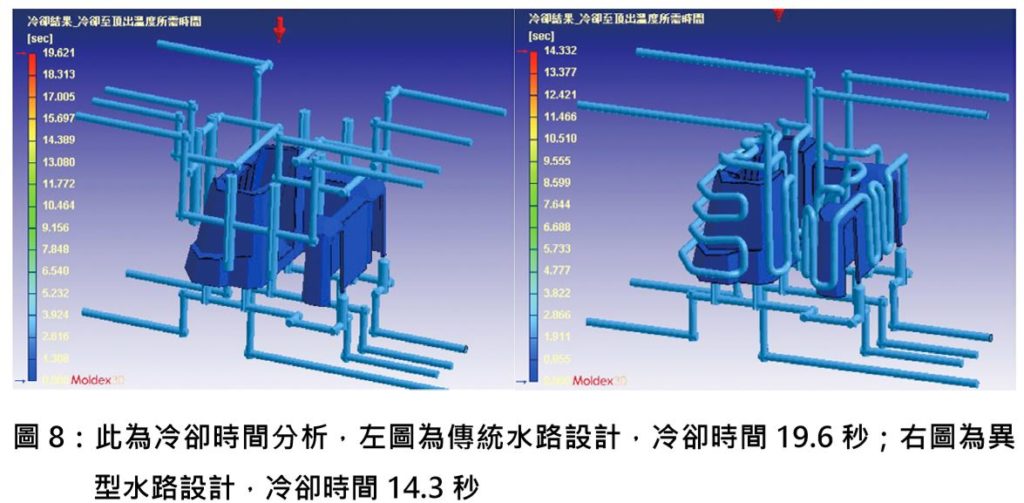
對於上述的兩個問題,首先需使用Moldex3D得知水路設計的功效和導致產品翹曲的主因,以提高實際產品開發效益。在水路設計部分,公模仁以傳統水路的方式進行,母模仁則採異型水路設計(圖6)。異型水路設計可以解決傳統水路到達不了的區塊,也可更大範圍的包覆產品面,更快速的將熱能帶走。此外,成品的翹曲和冷卻的結果也往更好的方向改善(圖7、8)。在良好的設計驗證之下,以此設計方案進行3D金屬打印製作。
本次應用OPM250設備進行3D金屬模仁的製作,使用金屬材質為SODICK提供的SODICK-SUPERSTAR原廠粉末,加工時間需花費52天。此時會碰到第二個問題,因此在正式加工前,必須掌握足夠的加工經驗,理解金屬龜裂的原因和條件,以避免加工失敗。本次成功加工出帶有異型水路設計的母模仁。透過紅外線熱顯像儀器的應用,我們了解到母模仁的兩條異型水路之進出口水溫差不超過正負3℃,由此驗證異型水路設計合理,可有效將模具內溫度帶走。而透過2.5D投影量測方式,可以發現所有尺寸都得到改善(圖9),讓B和C的組裝不再有干涉,也讓B和A的組裝不易鬆脫,實際生產的冷卻時間也從原本35秒降到30秒,改善幅度達14%,由上述成果能清楚理解異型水路可有效縮短成型週期和改善翹曲變形問題。
在此案例中成功應用3D金屬列印加工母模尺寸240mm*240mm*150mm,改善翹曲變形49%,並提升生產效率14%。在掌握異型水路設計所帶來的效益之後,宗瑋工業在金屬模具製造中積極活用金屬3D列印成型機,到現在為止製造的60款金屬模具中有58款都沒有任何開裂,且冷卻效果也達到預期目標。
分別使用2種不同的金屬 3D列印成型機
該公司繼引進OPM250L後,又在2019年引進2臺沙迪克的“LPM325”金屬3D列印成型機。林董事長說道:「對必須進行切削的金屬模具採用OPM250L進行成型,不需要進行切削的金屬模具則採用LPM325進行成型。」由於LPM325的功能僅限對3D成型和成型物的(2次加工用)標準面進行加工,因此是一種能大幅加快成型速度的機型,使用者還可自行選擇是否搭載「SRT工法」這種沙迪克的獨有技術。宗瑋工業也引進搭載有SRT工法的LPM325,並使用麻氏體鋼的金屬粉末對金屬模具實施3D成型。
SRT工法指的是一種為抑制金屬3D列印成型機中必然會產生的殘留應力,即應用了淬火處理方式的技術。在使用鐳射使金屬粉末熔化進而凝固的金屬3D列印成型機中,會因殘留應力導致成型物收縮並出現彎曲或變形的情況。通過對收縮進行加熱的方式,使收縮與膨脹相互抵消從而抑制變形的產生就是SRT工法的原理。實際上,在沙迪克的試驗中,通過SRT工法是可以將變形量控制在傳統工法的1/10程度的。對此,林董事長也提到:「使用LPM325不但可以對更大的金屬模具進行3D成型,而且通過採用SRT工法還可以防止產生因變形導致的開裂。」
此外,用戶還可以在LPM325上裝配MRS(MaterialRecoverySystem:金屬粉末材料的自動排出和供給裝置),實現金屬粉末供給以及成型後回收工作的自動化。
數位資料化的金屬模具製造
該公司的金屬模具製造已完全實現數位化。目前全部都是根據客戶提供的3D產品資料以3DCAD來對金屬模具進行設計(建模)的。基於該設計模型運用3DCAE(Moldex3D)進行成型品的樹脂流動解析,同時運用3DCAM製作加工資料後將其轉換為NC資料並進行機械加工。此外,在使用金屬3D列印成型機進行成型時,也可以採用將建模、樹脂流動解析、轉換為STL資料、建立成型用切削資料等方式將數位資料整合在一起製造金屬模具。
此外,運用3D影像掃描器對成型後的產品進行掃描,將掃描結果與客戶的產品資料進行對照,若存在差異則馬上進行修正。這種金屬模具製造的數位資料化作業不僅能加快設計與製造的速度,還可確保成型產品的品質。
全面徹底的品質保證工作
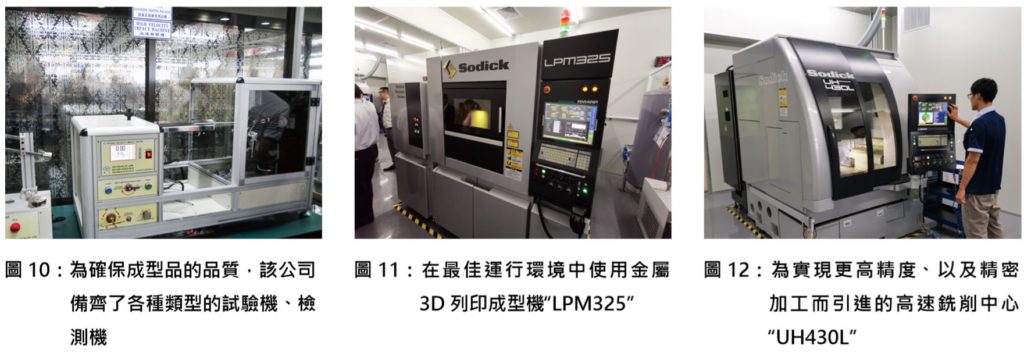
該公司的產品成型作業中所使用的塑膠材料種類達到1300種,其中包含PE(聚乙烯)、PP(聚丙烯)、PPE(改性聚苯醚)等熱塑性、熱固性、強化塑膠的多種類別材料。此外,製造的產品種類達2500種,對應的成型法包括雙色成型、嵌件成型、精密成型(成型精度0.02mm)等,而且公司業務還涉及真空印刷(在150℃的真空環境中對層壓製品進行燒接的印刷)。對於工具和特殊產品成型後的檢查也非常精細入微。設備還包括非接觸顯微鏡、落球試驗機、跌落試驗機(利用高速攝像機檢查衝擊破壞狀況)、3D測量儀器、硬度測量儀器、耐溫濕度測量儀器、紫外線耐光試驗機、鹽水噴霧試驗機(使用鹽水進行腐蝕測試)、有害物質的檢測、高速衝擊機等約30種試驗機和測量儀器來確保產品品質。此外,在向客戶交貨時一定會附帶測量報告。
為確保產品品質達到客戶的要求,該公司目前採自主選擇檢查項目和檢查用機械的方式。為防止工具和特殊產品在使用的過程中出現故障或事故,該公司會對產品進行仔細的全面檢查。特別是對美國消防隊員使用的防火面罩與氣體檢測器(用於分析火災中產生煙霧的有害成分)這類特殊用品的品質檢查標準則極度嚴格。例如,對於防火面罩,該公司目前是利用高速衝擊機(以80m/秒的速度撞擊金屬球)來檢驗產品的耐衝擊性。由於在火災現場中無法預測會有什麼樣的物體飛出來會撞上臉部,因此必須確保產品具備能夠保護消防隊員安全的耐久性。這種極其嚴格的品質保證標準也是該公司的一大特點。
利用高精度加工機、成型機 提升製造技術
先前提到該公司金屬模具製造的數位資料化,而支援這種數位資料化的重要設備就是高精度的加工機和成型機。LPM325的安裝位置需確保形成溫度23℃、濕度47%的最佳運行環境,沙迪克生產的高速銑削中心“UH430L”也是在該環境中運行的。UH430L是一款由直線電機驅動的超高速切削加工機,標準搭配有適合新種材料製造的切削機頭以及加工模擬輔助軟體。對於UH430L的引進,林董事長表示:「由於本公司成型的產品精度不斷提高,因此需要引進能夠進行微米精度加工的高精度加工機。從這一點來看這是一次前瞻性的引進。」
此外,從面向未來的投資這一點來看,公司在2019年引進的沙迪克V-LINE式射出機“MS200”和“GL150A”也是出於相同的用意。由於傳統的射出機採用的是將螺桿和注射缸(計量/填充)安裝在同一個軸上的直列螺桿式結構,因此就會出現塑膠逆流導致填充量產生偏差的情況,而V-LINE式射出機採用的是計量工序與填充工序分離的結構,因此具有不會出現塑膠逆流且填充量穩定的特點。對於這2臺成型機的引進,林董事長表示:「這2臺設備的引進也是一種對於今後的投資,我們想要通過引進高性能的成型機使公司能夠生產的醫療設備等產品的種類更加豐富。」
毫不保留的尖端金屬模具製造工作目前該公司已能運用安裝於工廠內的監控器對宗瑋工業的2處成型工廠內的58臺成型機進行產能的確認。此外還能活用IoT(InternetofThings,物聯網)從外部利用平板電腦終端等設備對機組的運行狀況進行確認。該公司對於利用數位資料進行金屬模具製造與質保的做法充滿自信,其原因之一就是可以通過這些資料清楚地呈現成型作業的進行狀況。
宗瑋將以引進最先進的設備、實現快速交貨(例如從接到雙色成型訂單開始到試驗完成僅需45天時間)以及全面的品質檢查為武器,爭取不斷地成長。據悉該公司將增加運用金屬3D成型方式進行金屬模具製造的比例以減少製造所需的人力,且有些客戶也會指定採用金屬3D成型的方式。如此看來,宗瑋工業先進的金屬模具製造技術將會不斷地進步的。■