射出模具化學蝕紋介紹及注意事項
型創科技 / 劉岩 技術副理
前言
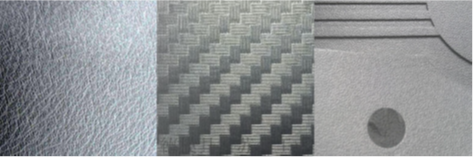
模具蝕紋(俗稱模具曬紋、模具咬花等)是射出模具常見的一種表面處理工藝,此工藝主要應用在改良產品美觀程度和表面強度。通常因紋路的粗細不同將該工藝劃分成幼紋、細紋、粗紋及皮紋等類別。該工藝使用成本較低、效果豐富、效率高而受到廣泛的應用。
模具蝕紋通常有以下效果:
- 提高產品裝飾效果,使產品更加美觀;
- 降低了產品表面劃傷,沾染灰塵、瑕疵點及波紋等外觀問題或缺陷的產生,使外觀更加光潔;
- 觸感良好,具備防滑、防轉效果;
- 可製成麻面或啞光面,一定程度上可消除眼部疲勞;
- 製作花紋,可方便脫模動作。
傳統化學蝕紋工藝流程
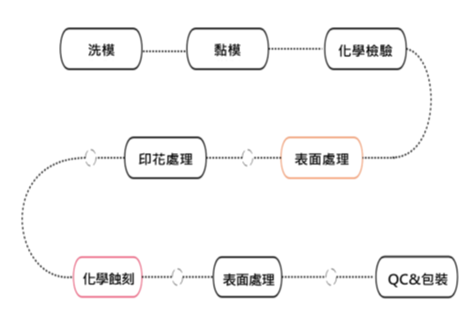
傳統化學蝕紋工藝的基本流程說明如下:
- 洗模:首先使用模具清洗劑清洗模具表面可能存在的油污或雜質;
- 黏膜:使用專用膠布黏貼其它無需蝕紋工藝的模具表面處(一般建議膠布在3 層以上),完成後使用蠟進行蝕紋面邊界的密封,起到保護作用,或者在無蝕紋工藝的模具表面處塗上防腐漆,然後重複清洗蝕紋面一次;
- 化學檢驗:將模具浸泡在化學藥劑中(一般在5-10s),此時未黏貼膠布的模具表面會被化學藥劑腐蝕,呈黑色;
- 表面處理:使用噴槍將砂粒均勻噴射在模具表面,去除模具表面的黑色氧化層,砂洗後模具表面呈銀白色;
- 印花處理:在經過菲林蝕刻標準的紋板上均勻上蠟,再通過碾壓機器將花紋轉印在專用薄膜上製成蠟紙。將蠟紙按要求貼在處理過後的模具表面,將花紋轉印到模具上;
- 印花處理:製作菲林,將有紋路圖紙的菲林貼在模具上,按照紋路調配油墨,再均勻噴塗在蝕紋表面;
- 化學蝕刻:將轉印好的模具或貼好菲林的模具浸泡在化學藥劑中進行局部腐蝕。腐蝕的程度主要通過浸泡時間控制;
- 表面處理:參考步驟4,去除模具表面黑色氧化層;
- QC& 包裝
傳統化學蝕紋注意事項
傳統化學蝕紋的注意事項說明如下:
- 在做模具清洗時,需保證油污等雜質清洗乾淨,避免後續蝕刻不均勻;
- 蝕紋面與非蝕紋面以R 角過渡時,R 角一般不大於R 0.5MM;
- 燒焊的地方注意回火,燒焊後材質和硬度差別不大時,可分開蝕紋,調整蝕紋時間長短;硬度差別較大時,可以對燒焊位置局部加熱後再蝕紋;
- 進行噴砂處理時,保證噴射均勻;
- 如果需要紋刻的模具表面已經鍍鎳、硬鉻、特氟龍或有其它能提高模具耐磨性/ 抗腐蝕性的表面塗層,則必須將此塗層完全清除,以保證模具蝕紋加工處理效果。
結語
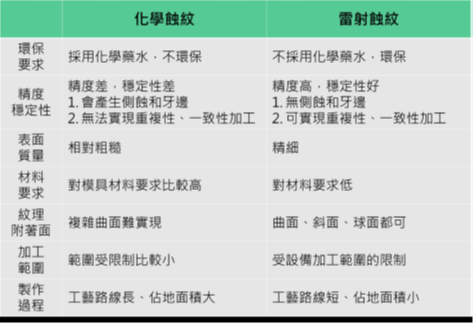
傳統化學蝕紋的藥劑對鋼材表面有腐蝕性,藥劑對材料的要求較高,如果模具上的火花紋及各部件的加工導致表層的硬度不同,對蝕刻效果有較大影響;故後續又引入新的蝕刻工藝──雷射蝕紋,雷射蝕紋做出來的皮紋表面均勻,立體感更強,具有高精度、高穩定性等特點,開始逐漸取代化學蝕刻工藝,針對兩種工藝方法的對比如表1 所示。
目前多數產品為滿足外觀層次感、立體感及觸感等需求,均採用蝕紋的工藝對模具進行處理,同時為了克服傳統化學蝕刻工藝的弊端,也逐漸開發優化多種工藝方法,相信未來的蝕刻工藝也會更加迎合環保、節能以及高效等要求。
文章來源:Smart Molding